This log entry includes work from multiple small work sessions.
My order for a 6″ #13 drill bit arrived so I finished up the remaining AN3 bolt holes on the aft deck (drilled to #13, reamed to 3/16″).
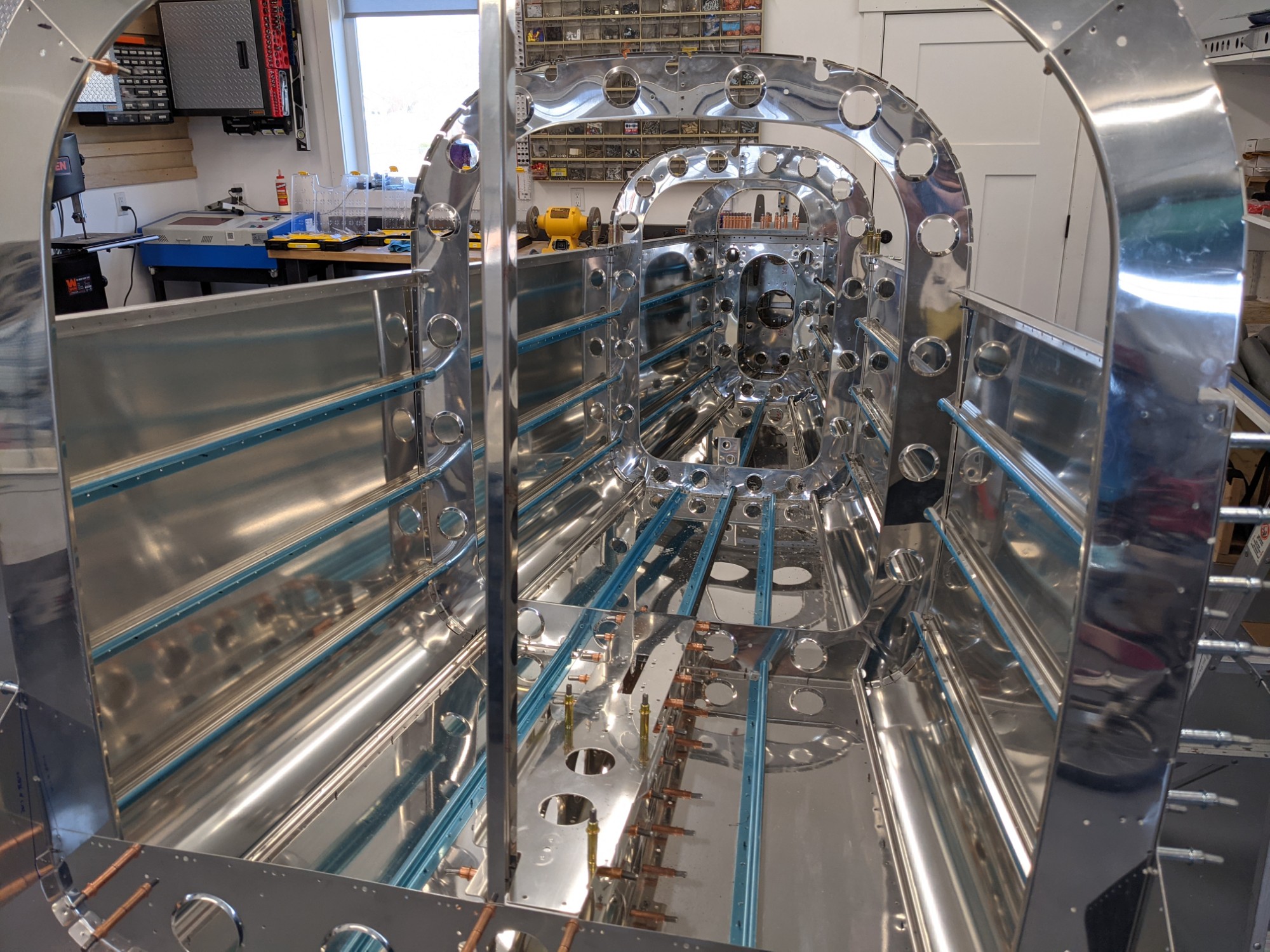
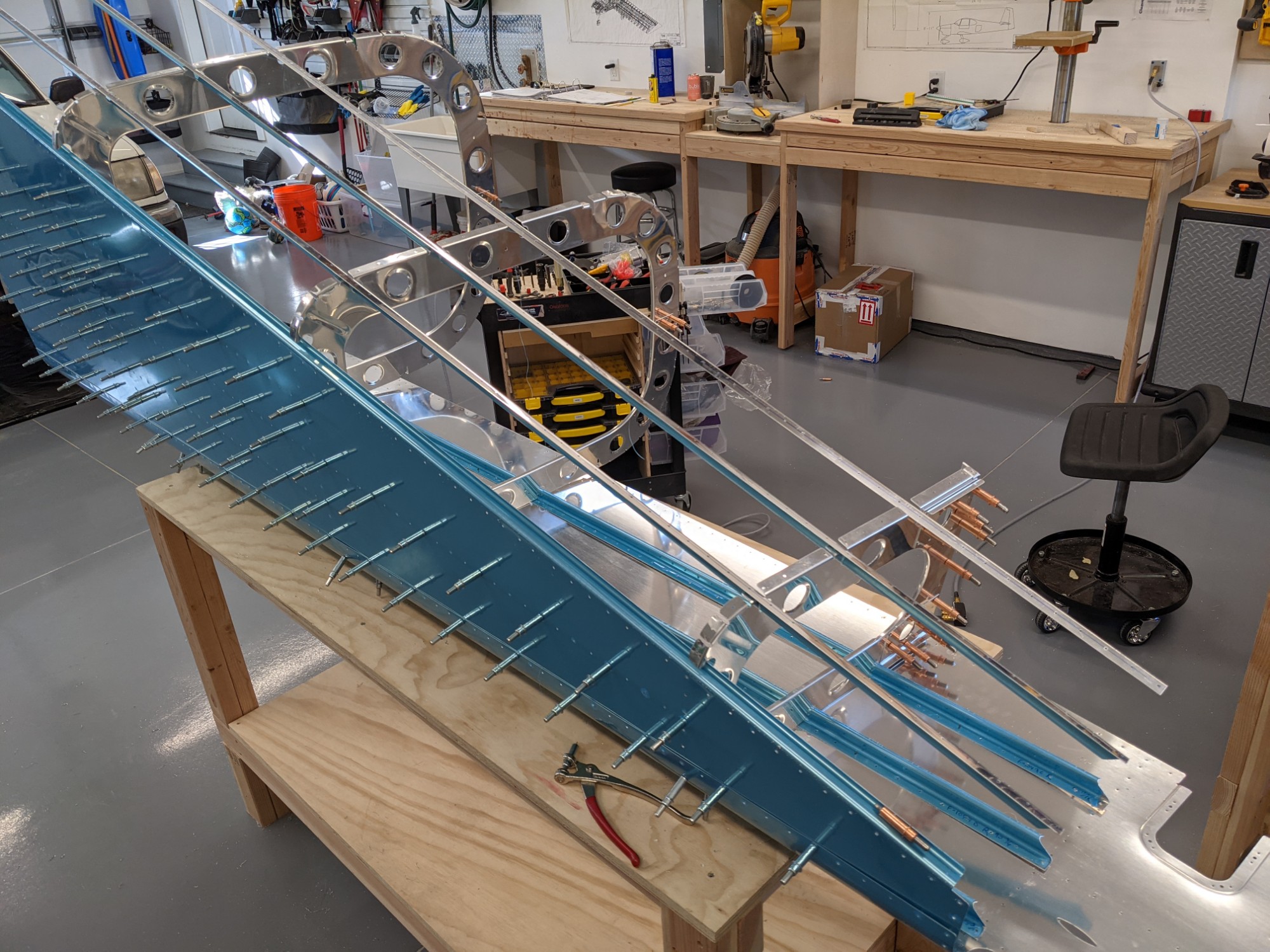
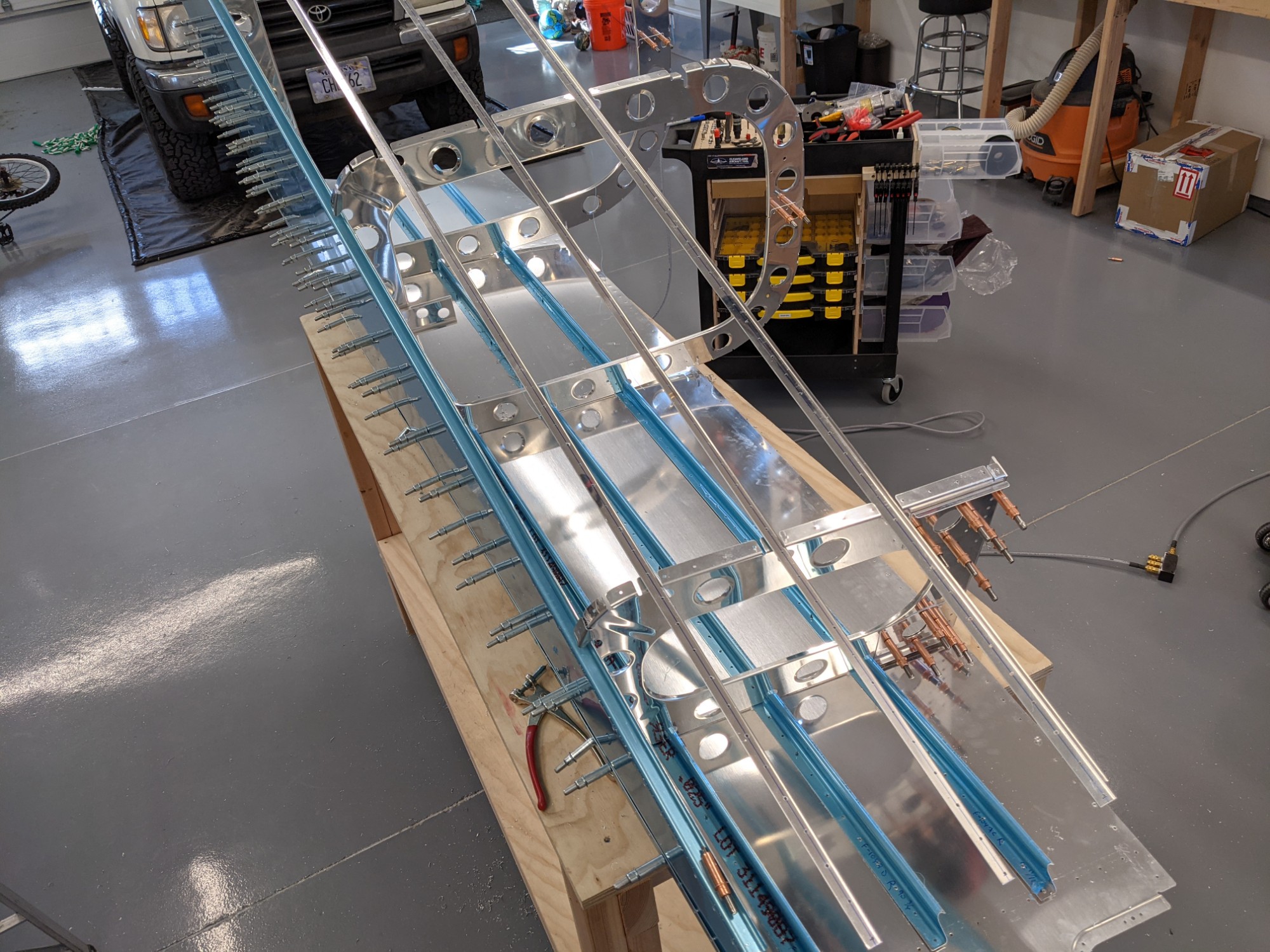
At this point the top skins get detached and everything eventually gets disassembled.
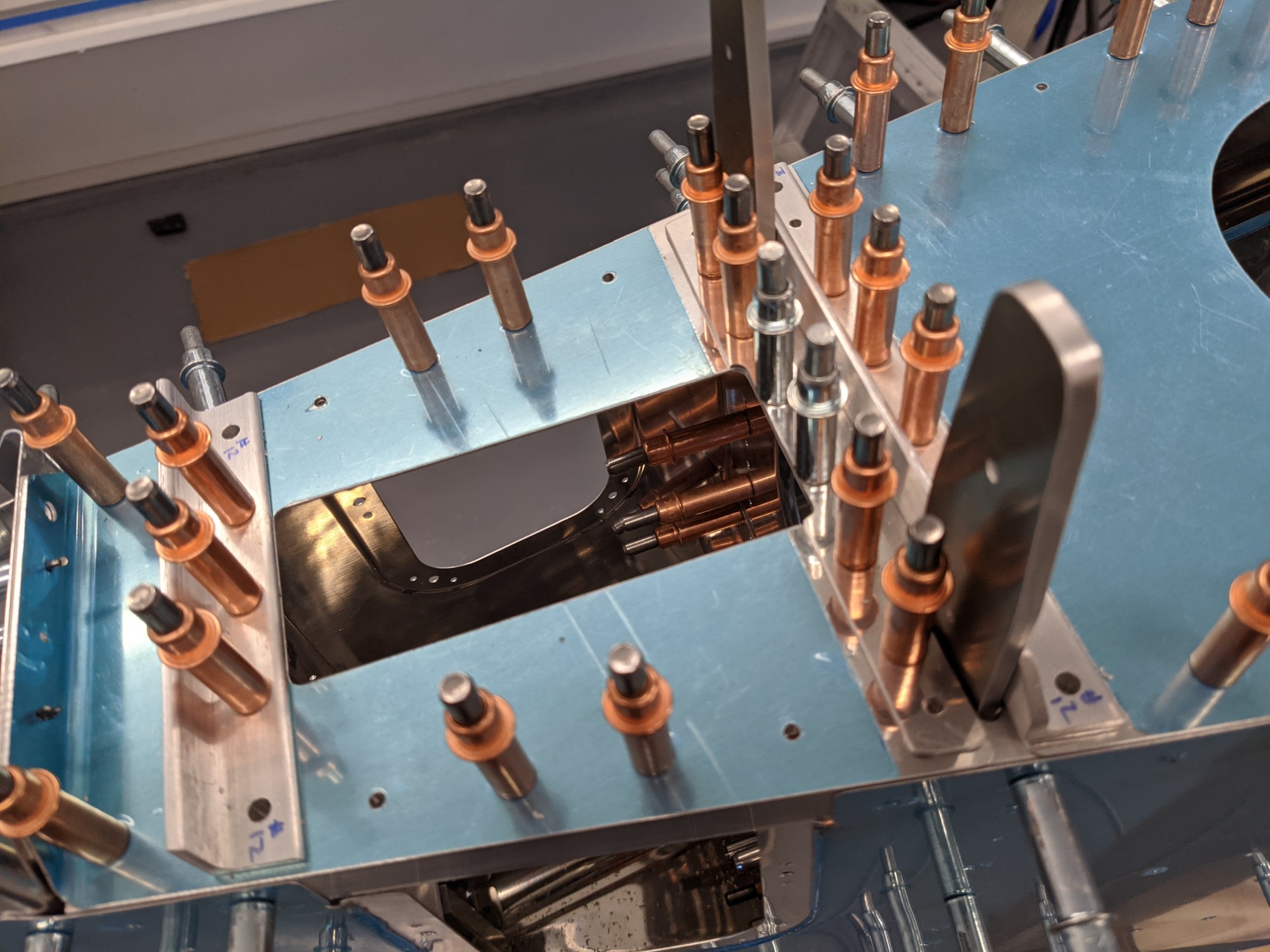
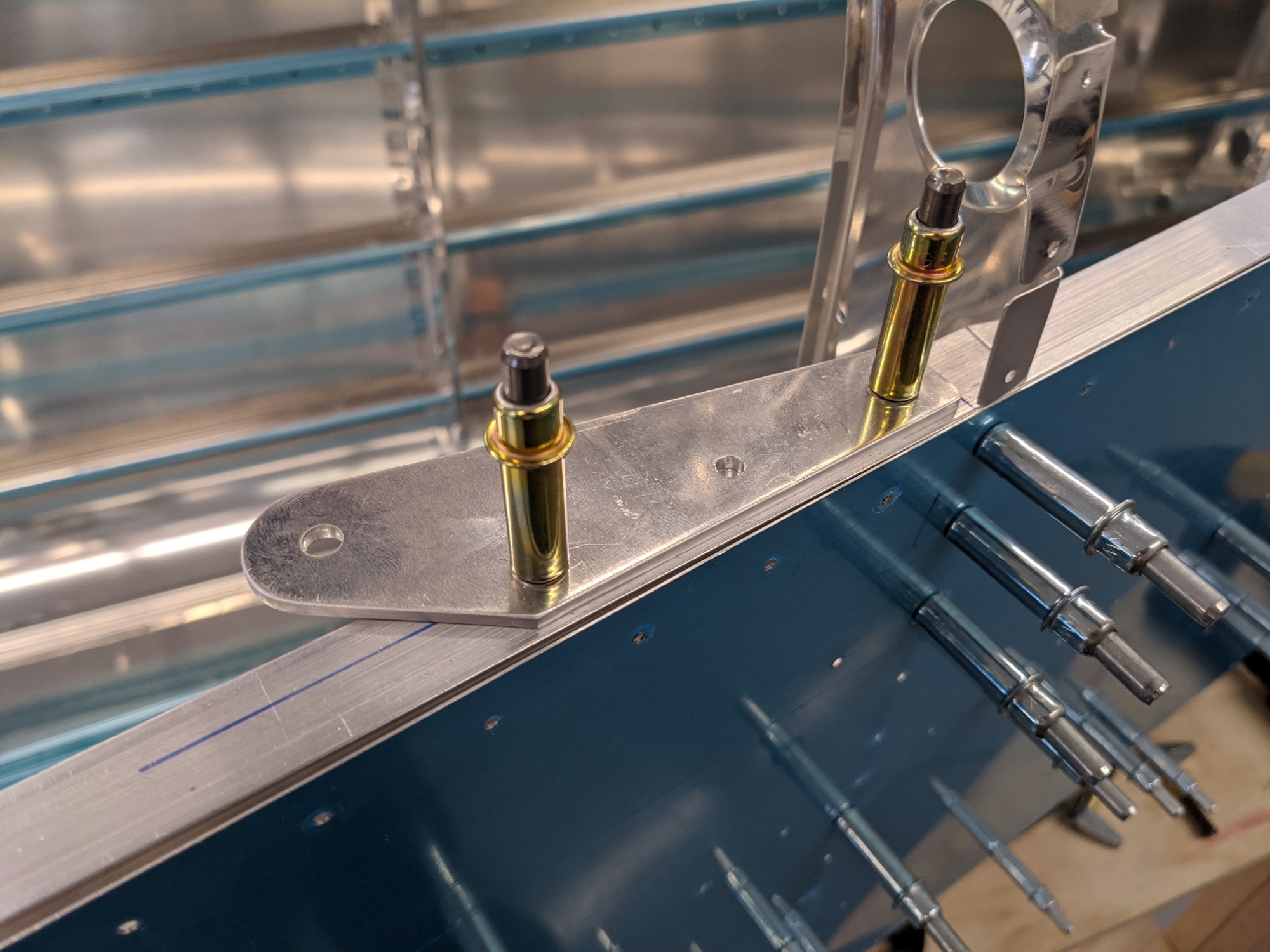
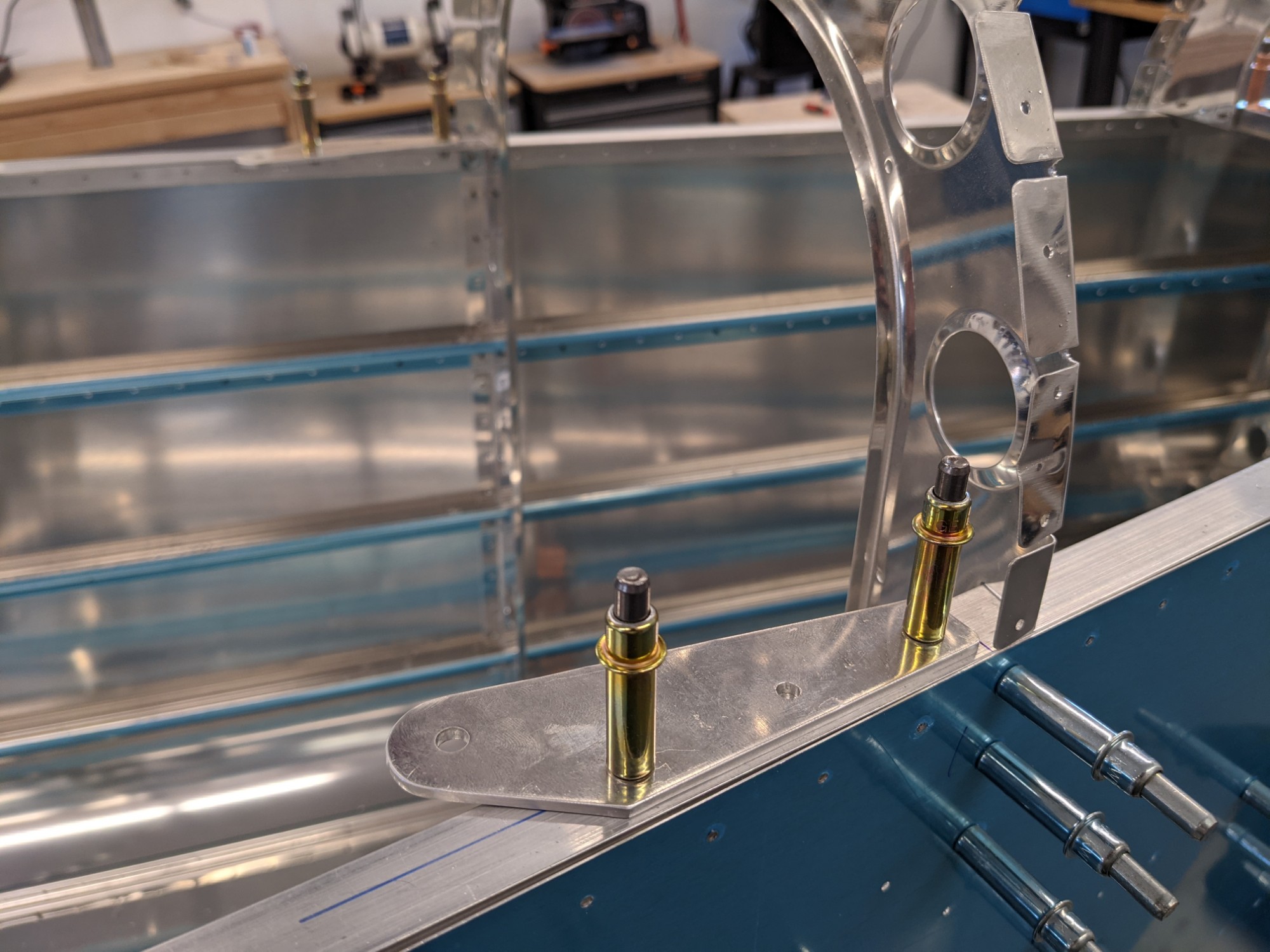
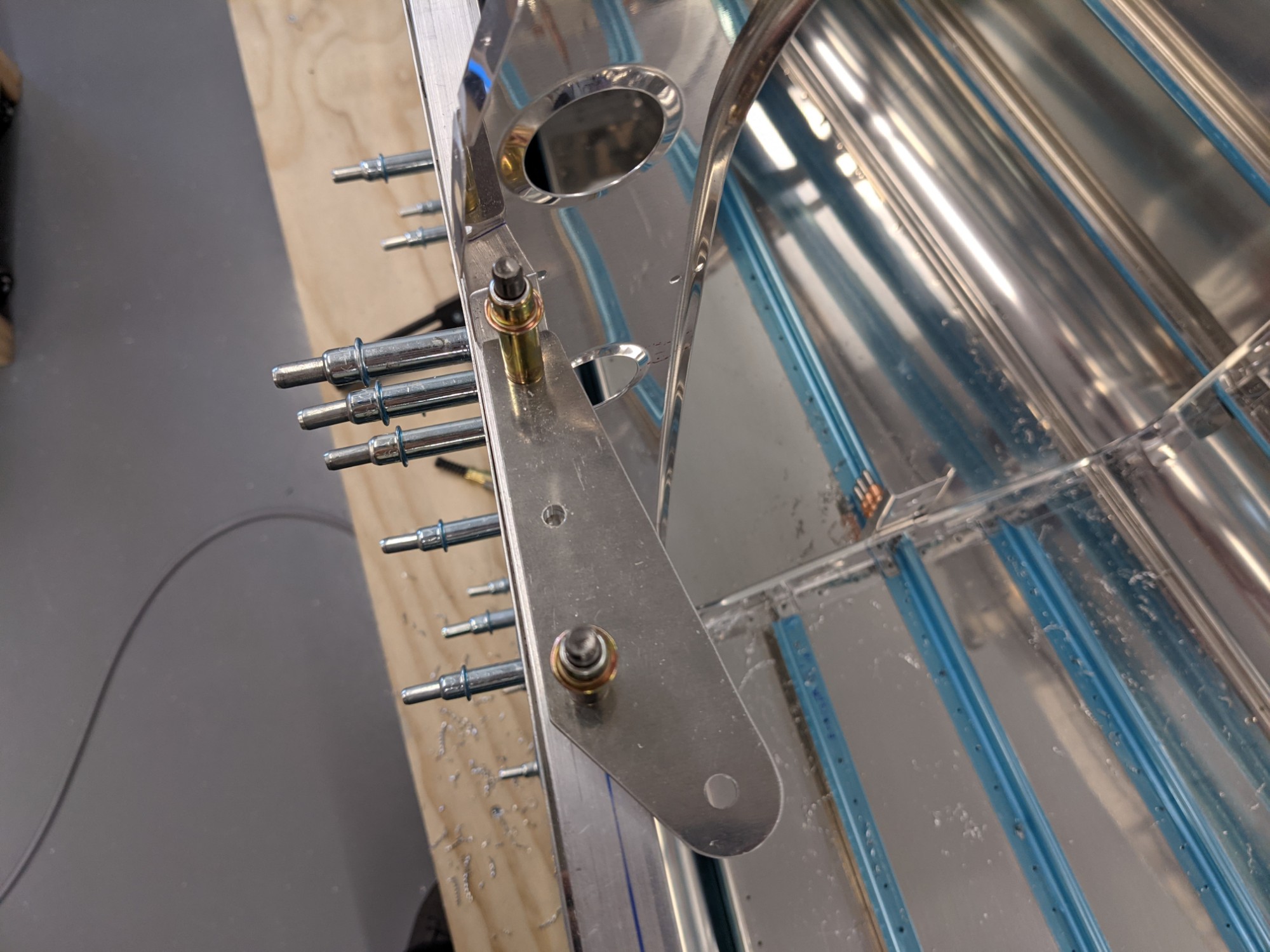
I then match drilled the seat belt anchors to the longerons. The plans have you offset the bracket by 1/8″ inch from the apex of the longeron. I measured against some scrap and determined that I could reduce the offset by a 16th and have sufficient offset for the washer to lay flat on the longeron. This gave me slightly more edge distance so I adjusted the position accordingly.
I matched drilled with a #13 drill but and reamed to final size with a 3/16″ reamer.
And now it all gets taken apart..

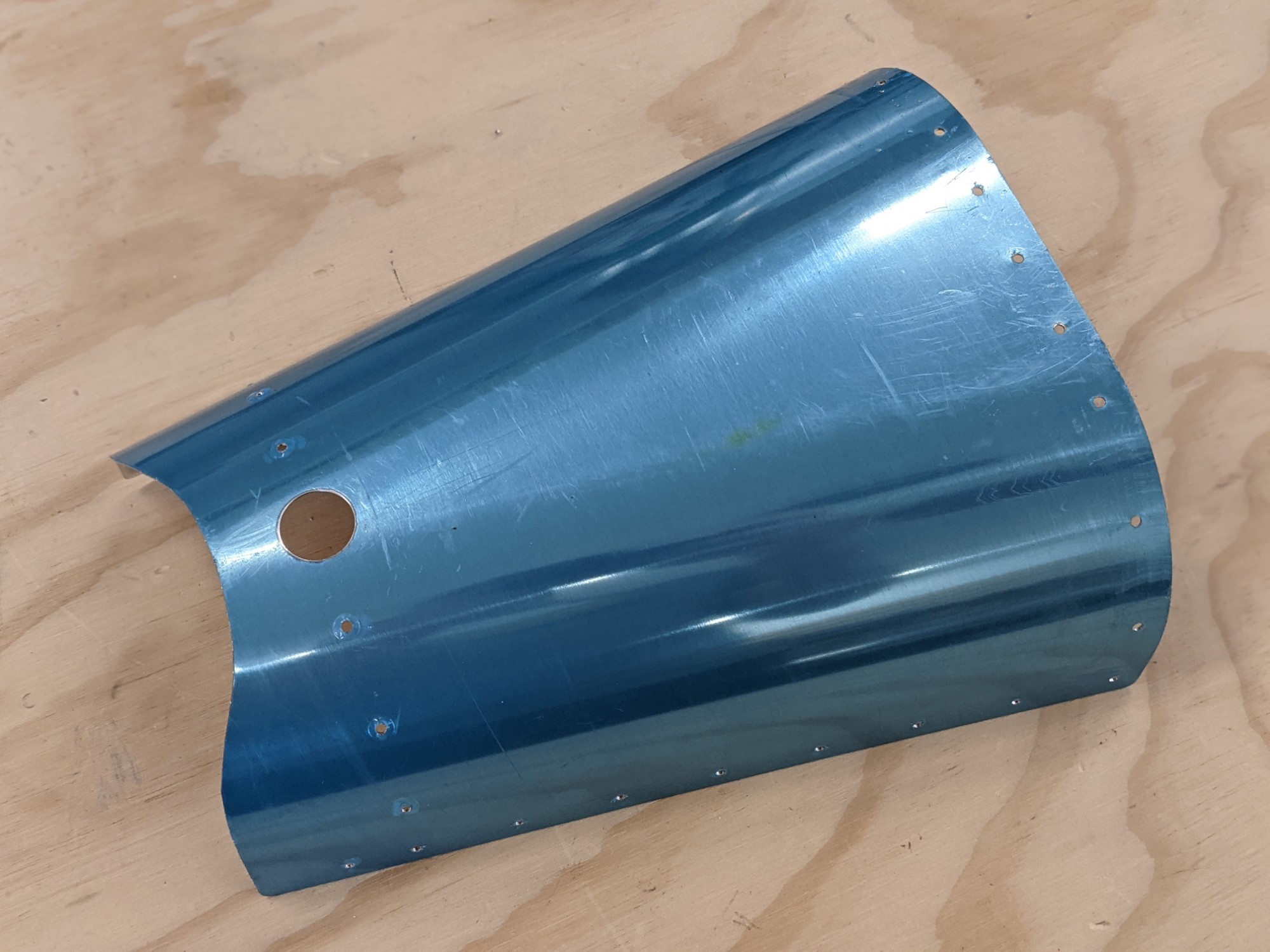
I am installing the Cleaveland Aircraft Tool static ports so I upsized the holes to 1/2″ to fit the machined ports. The static ports have a secondary flange to provide a gap for the adhesive that bonds them to the skin. I’ll rough up this bonding area on the skin with sandpaper and mask it off before priming.

I used the drill press to upside these holes.
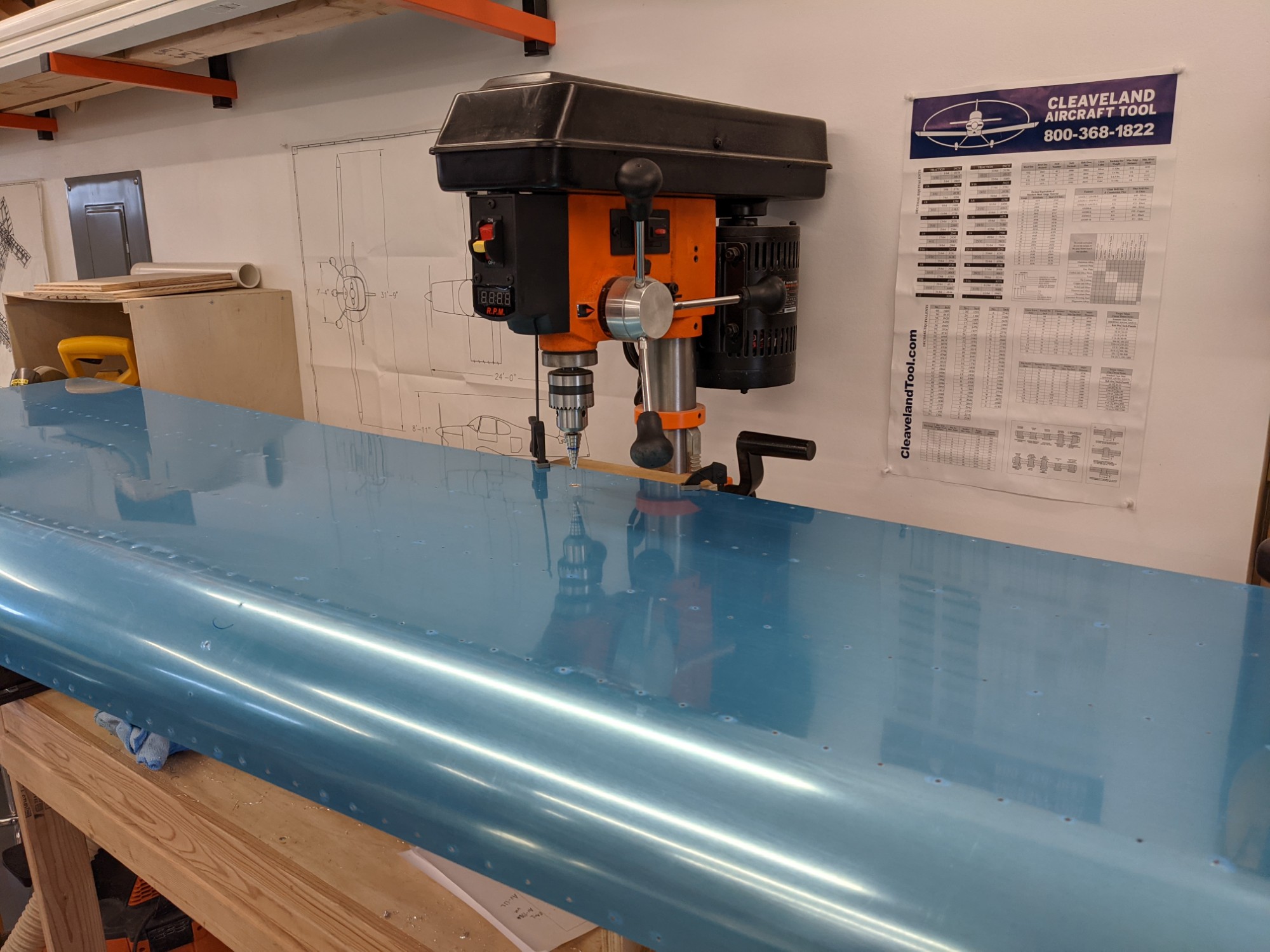
Success.


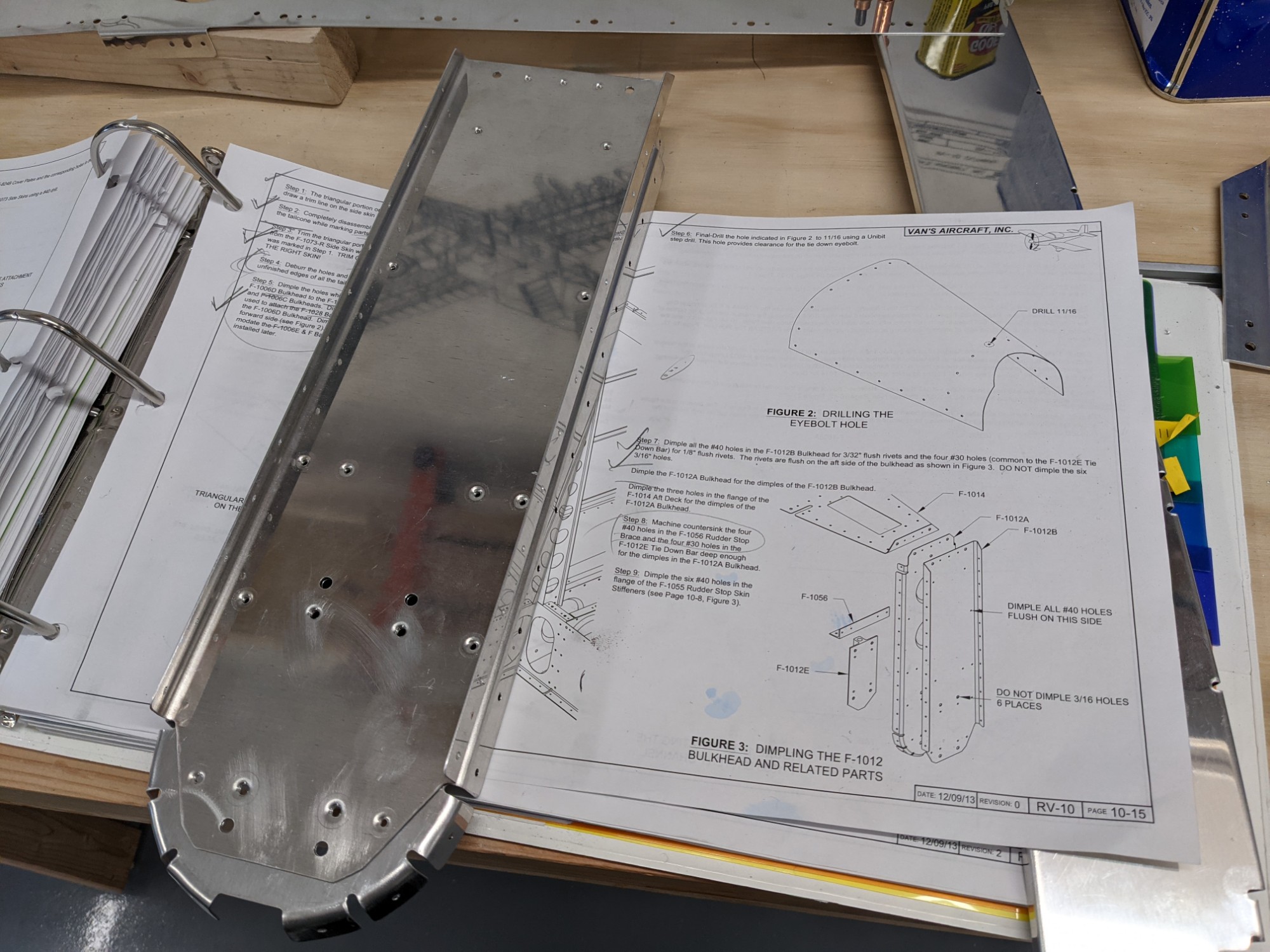
I upsized the hole for the tie down ring using a step drill on the drill press.
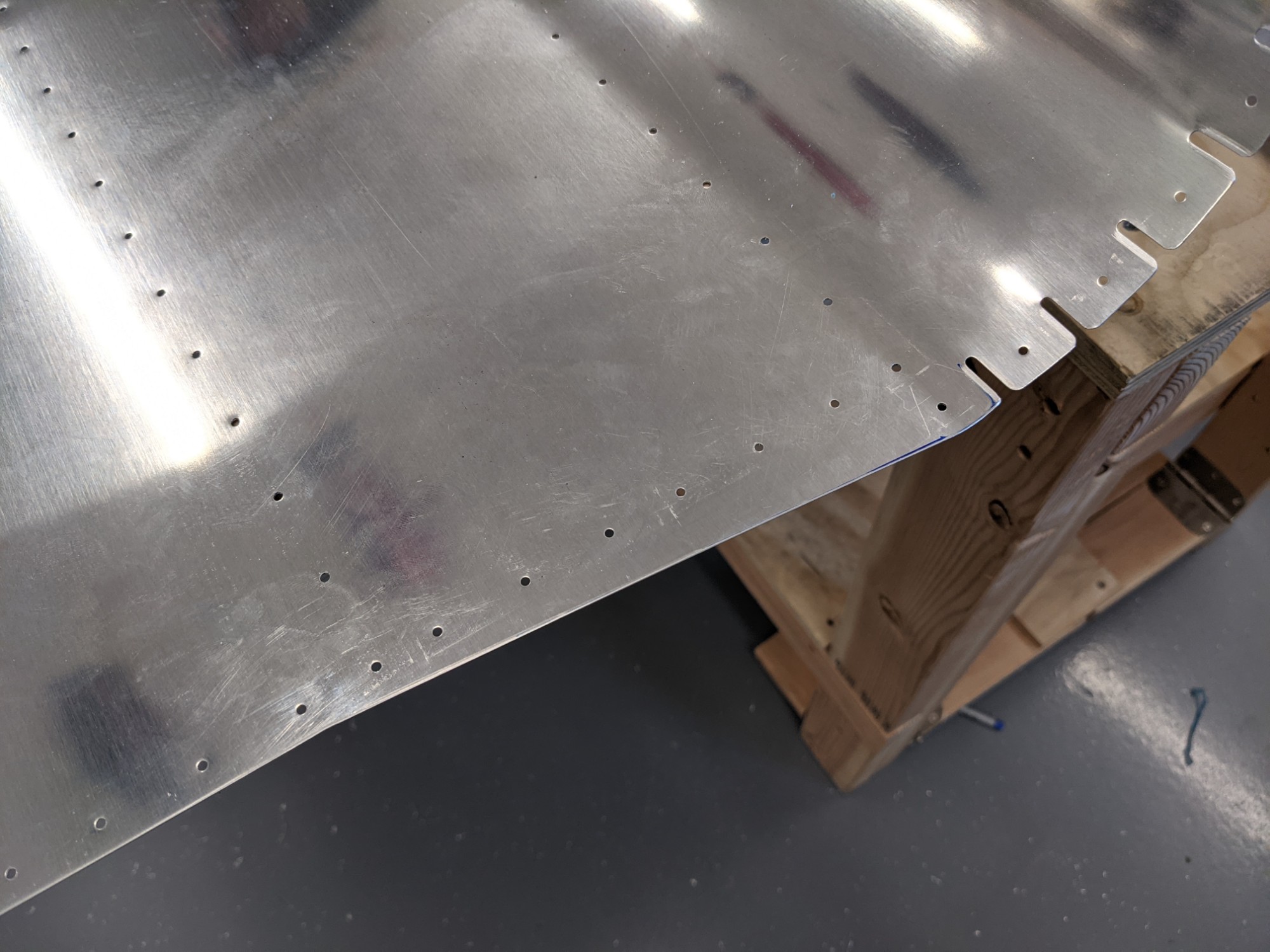
I then trimmed off the forward triangle on the right skin. Amber helped me support the skin while I made the cut on the bandsaw.
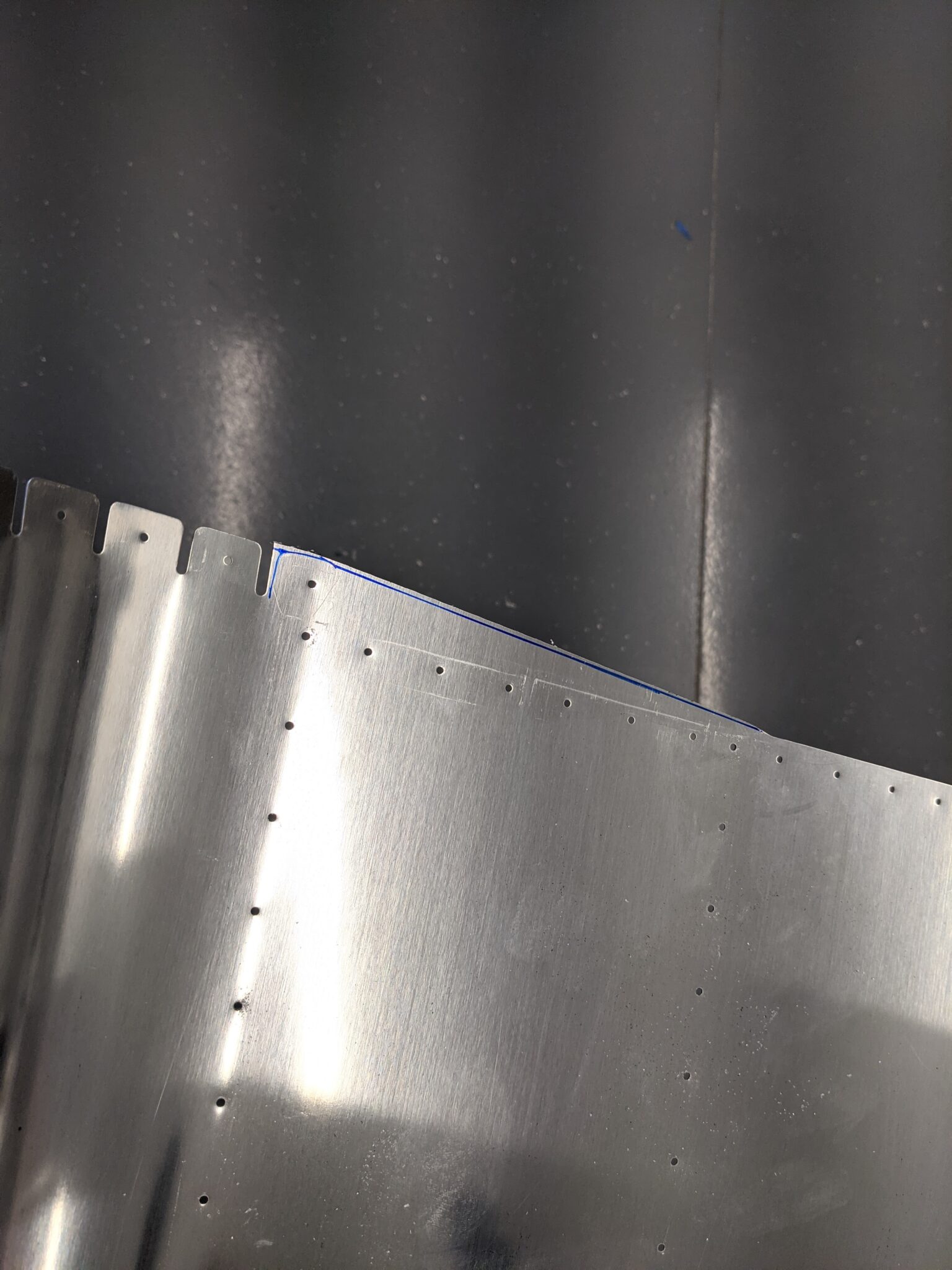
I then finished the edge with a vixen file and some sandpaper.


I started deburring parts and set them aside as I went for priming.
The rear bulkhead parts need some dimpling/countersinking for attaching the vertical stabilizer later. I got part of these completed and will finish them in a future work session.