
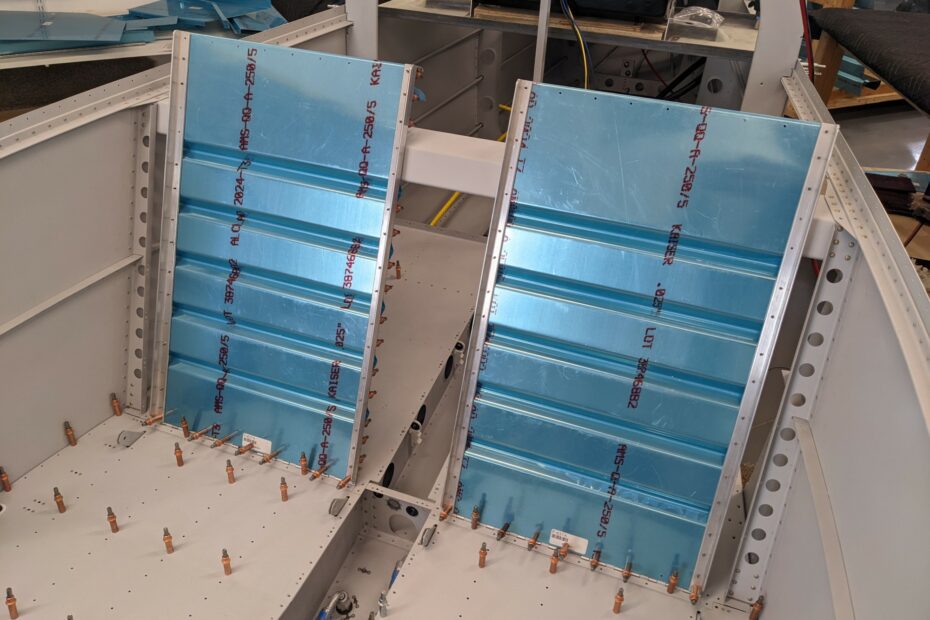
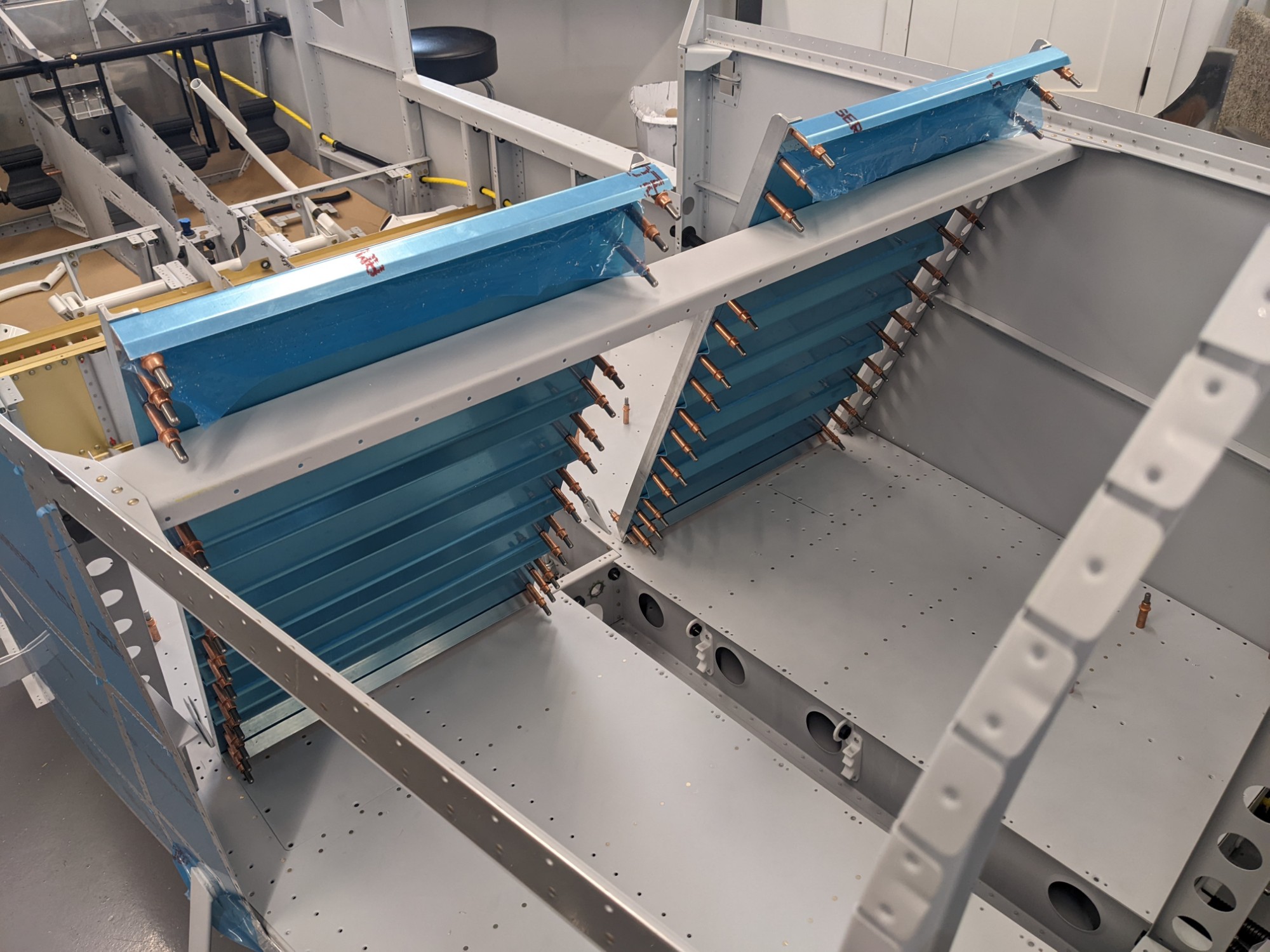
I jumped ahead and fabricated the parts for the rear seat backs to take a break from thinking about systems.
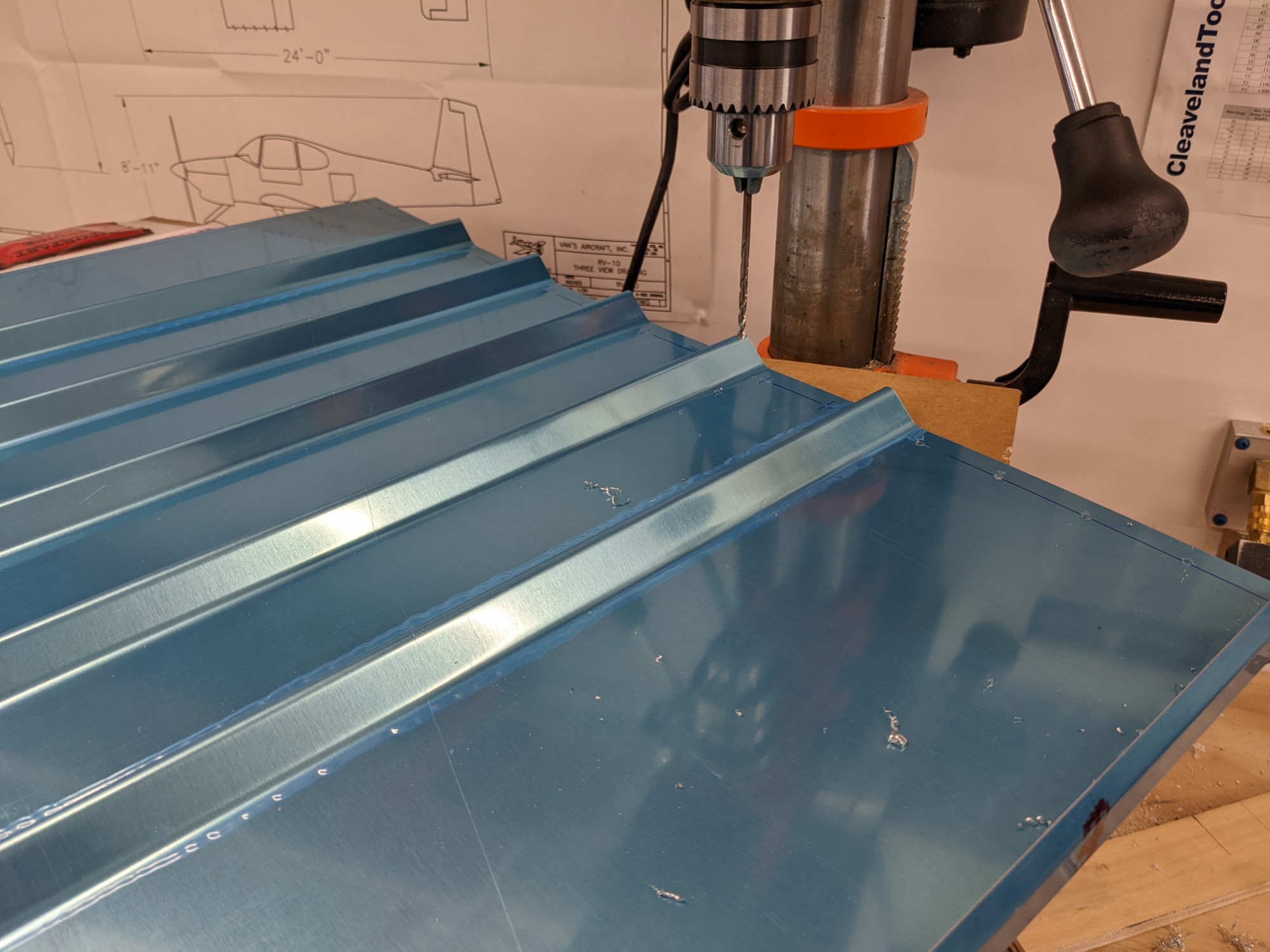
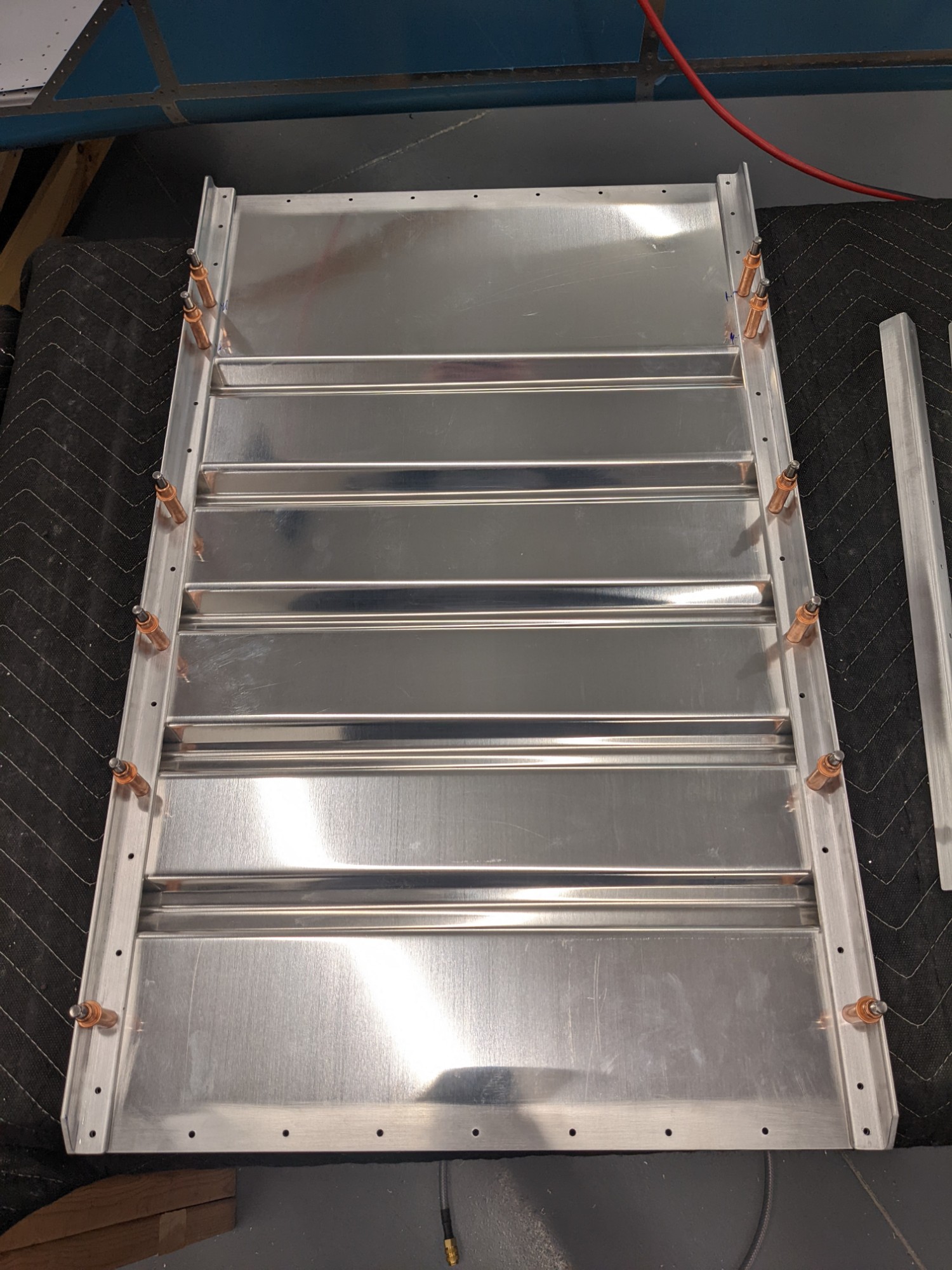
There are no punched holes in these parts so it was back to the basics of measuring, marking, and drilling holes.
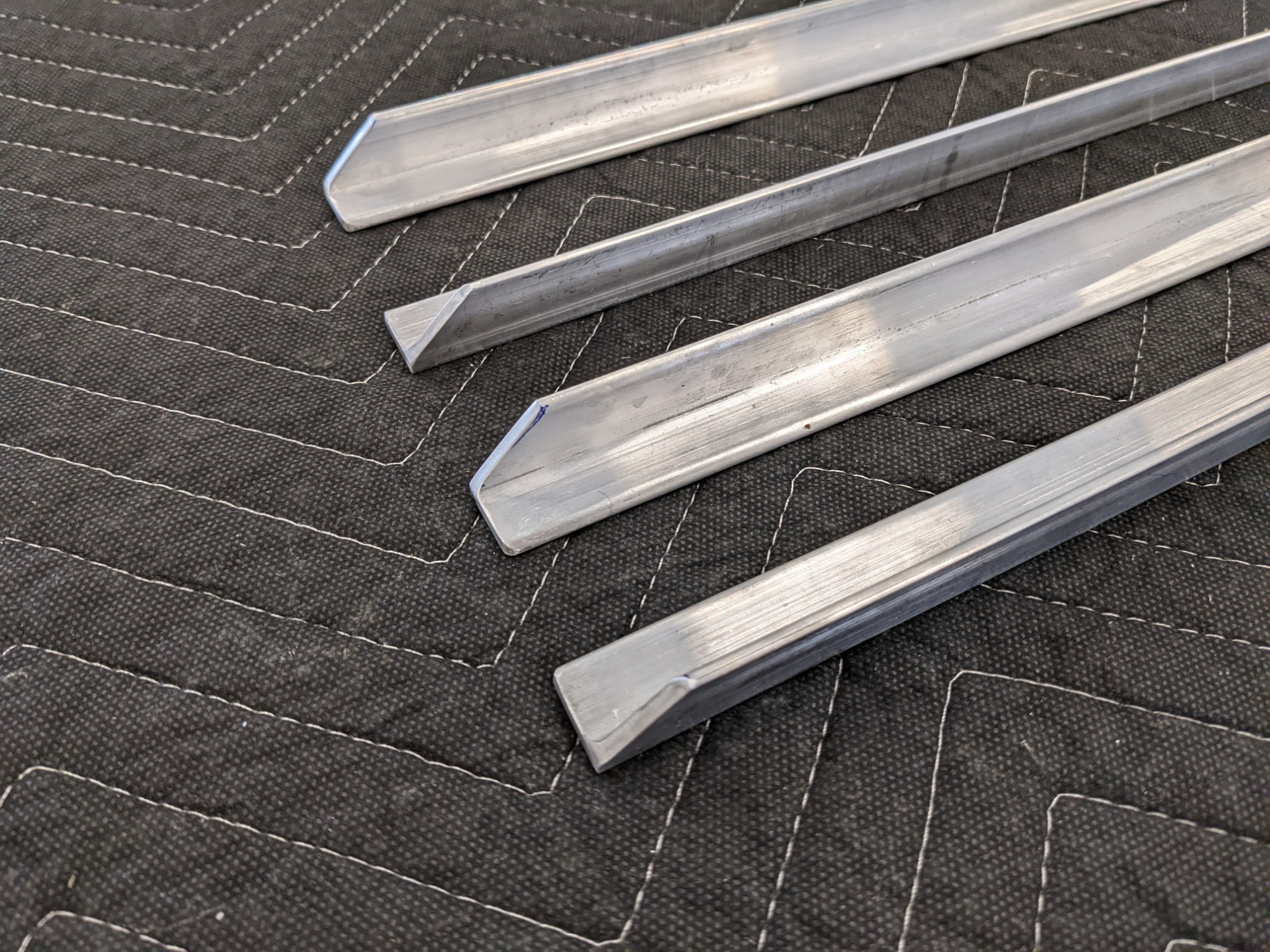
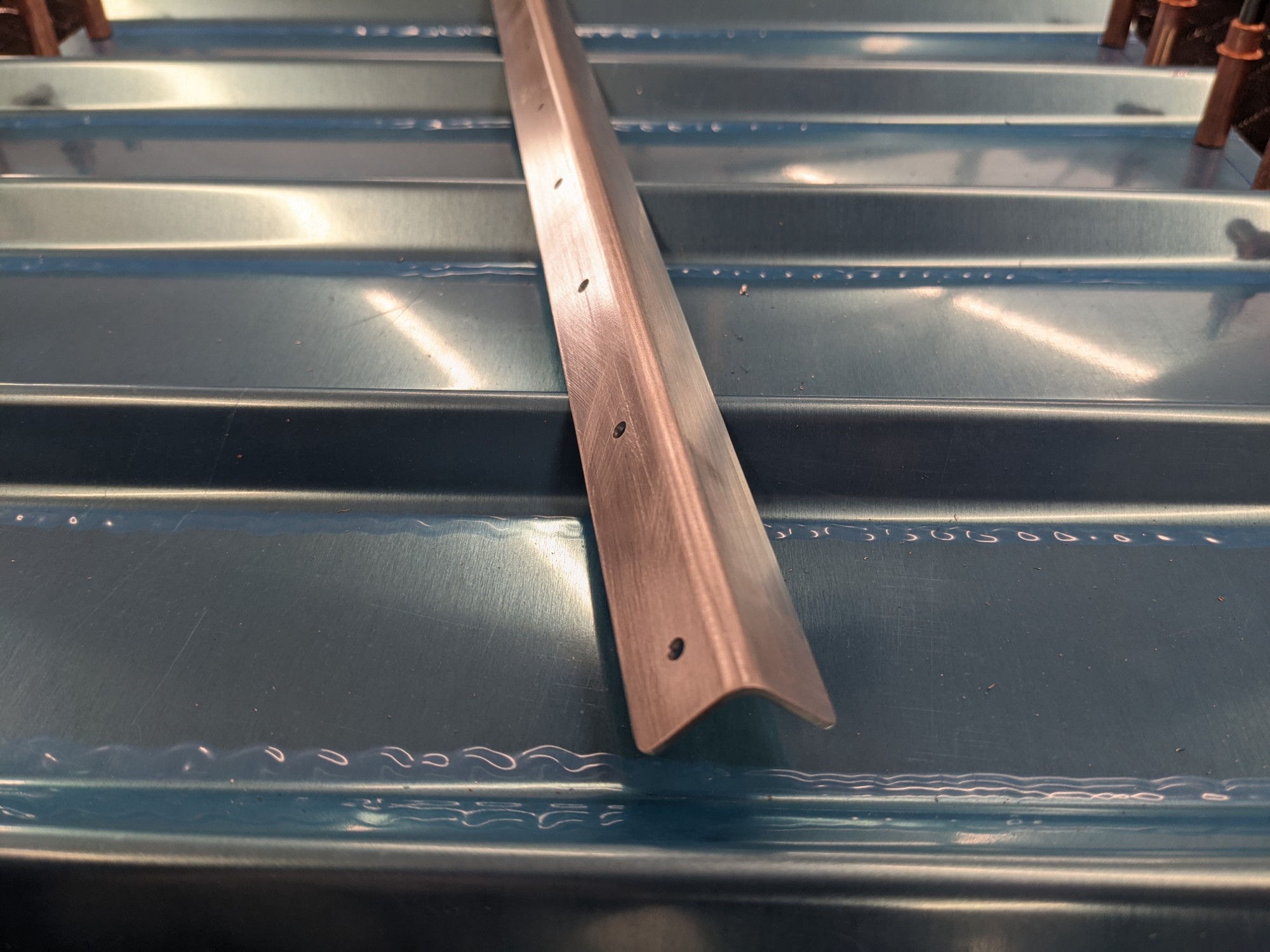
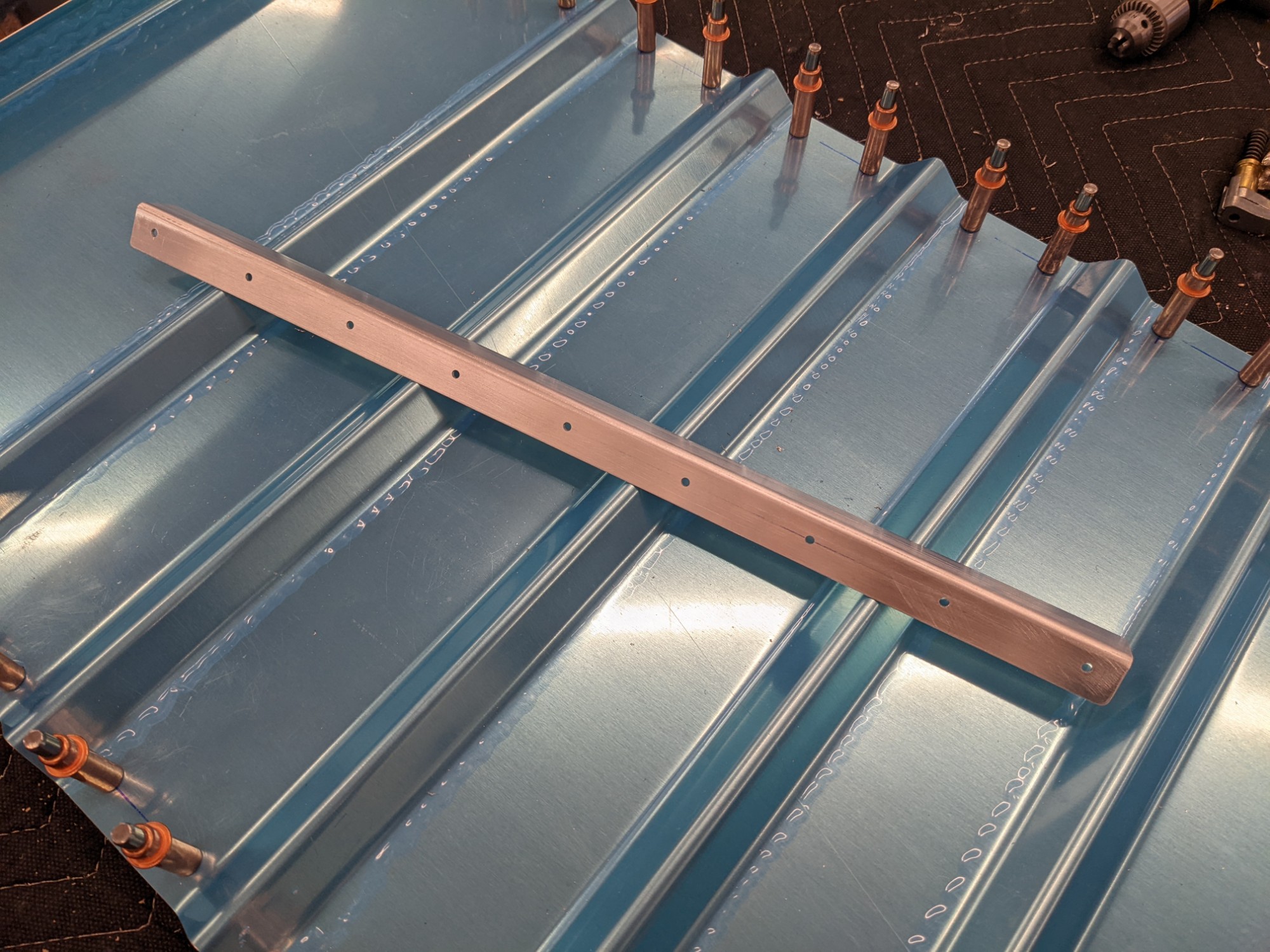
I cut the angles to length first and shaped the ends as specified.



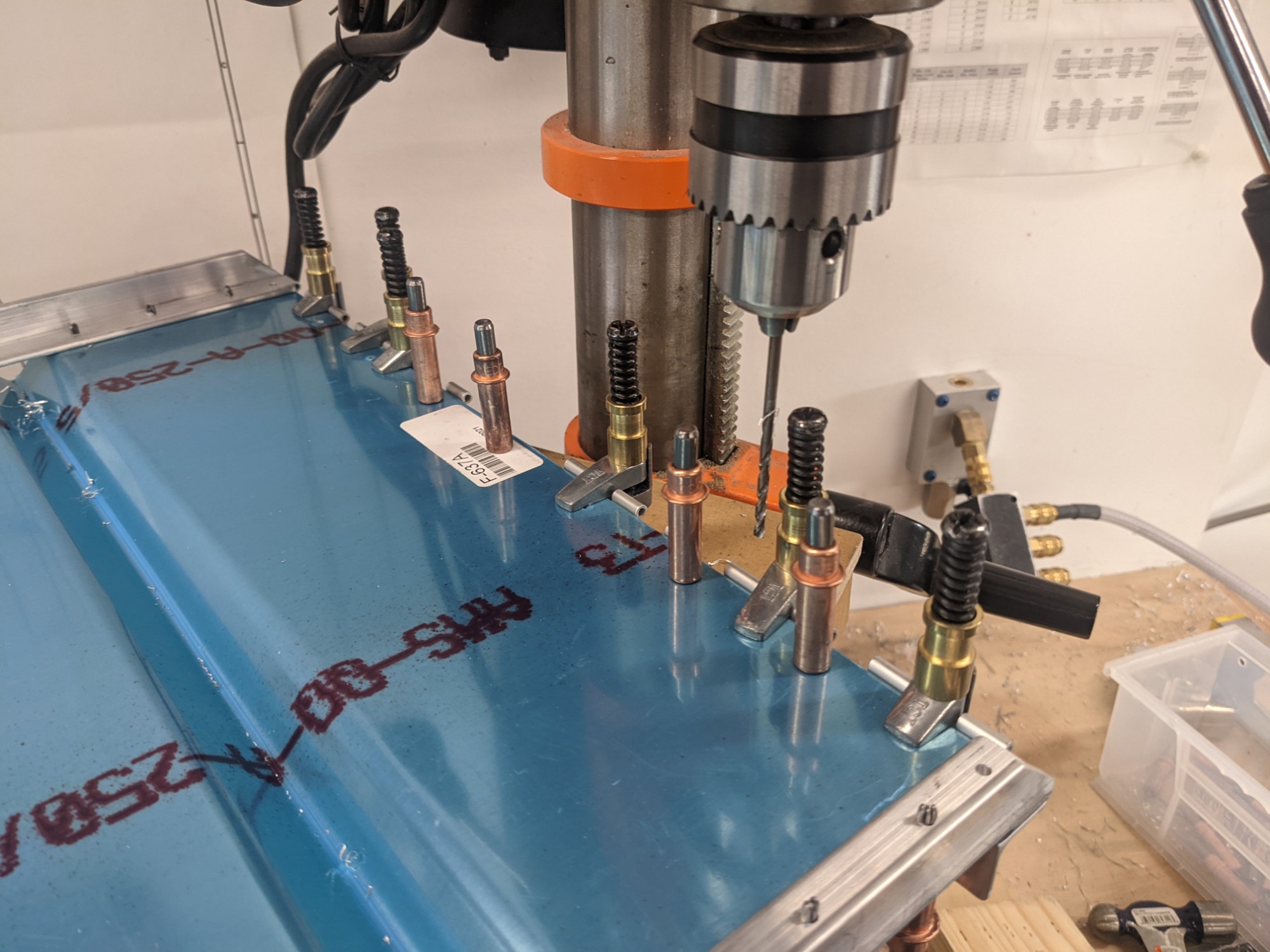
I then marked the holes in the seat backs, set them with a punch, and drilled them on the drill press.
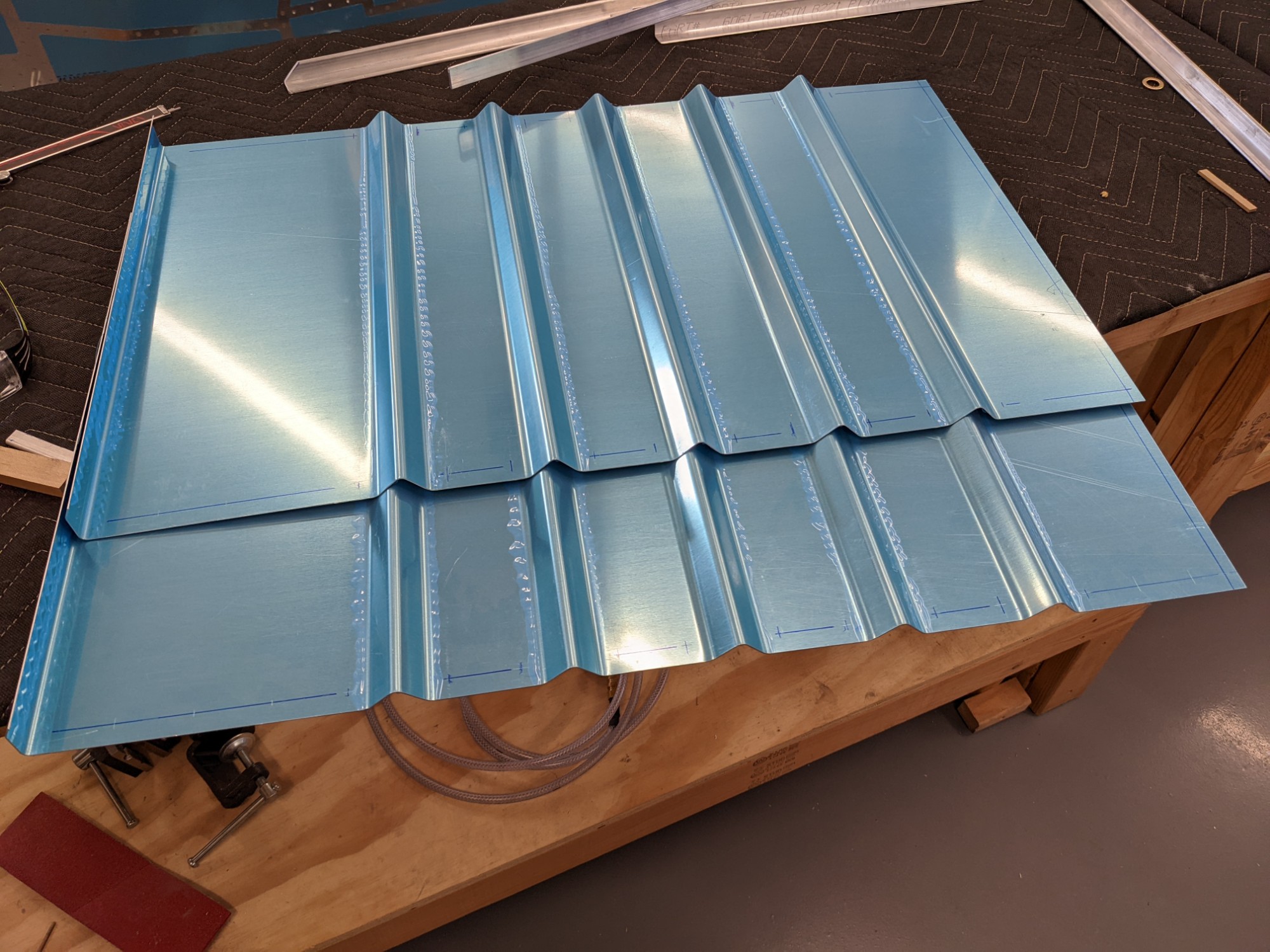
When match drilling the angles I found that I had to clamp down on the corrugations to “stretch” the backs to the length of the angles.
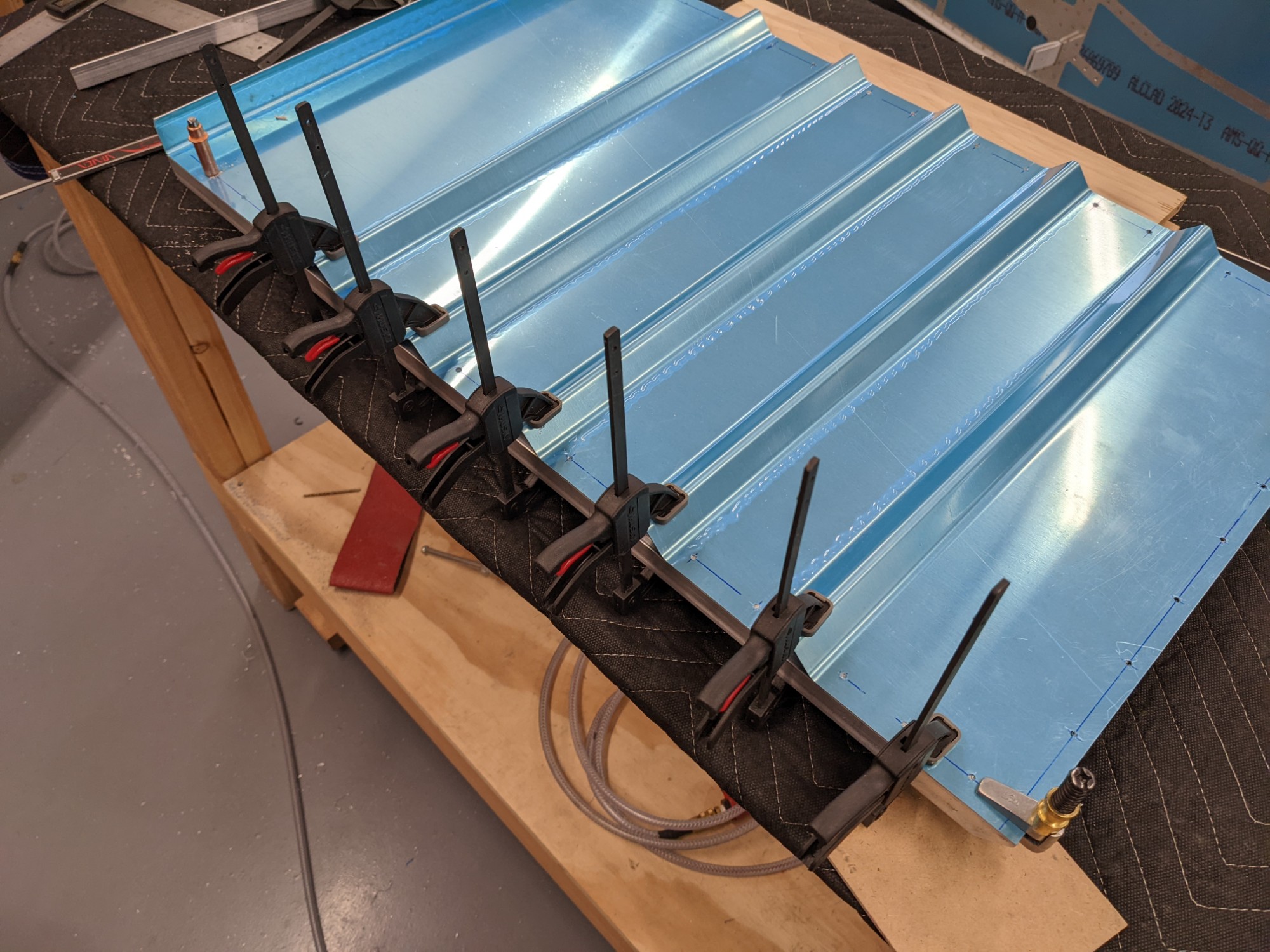
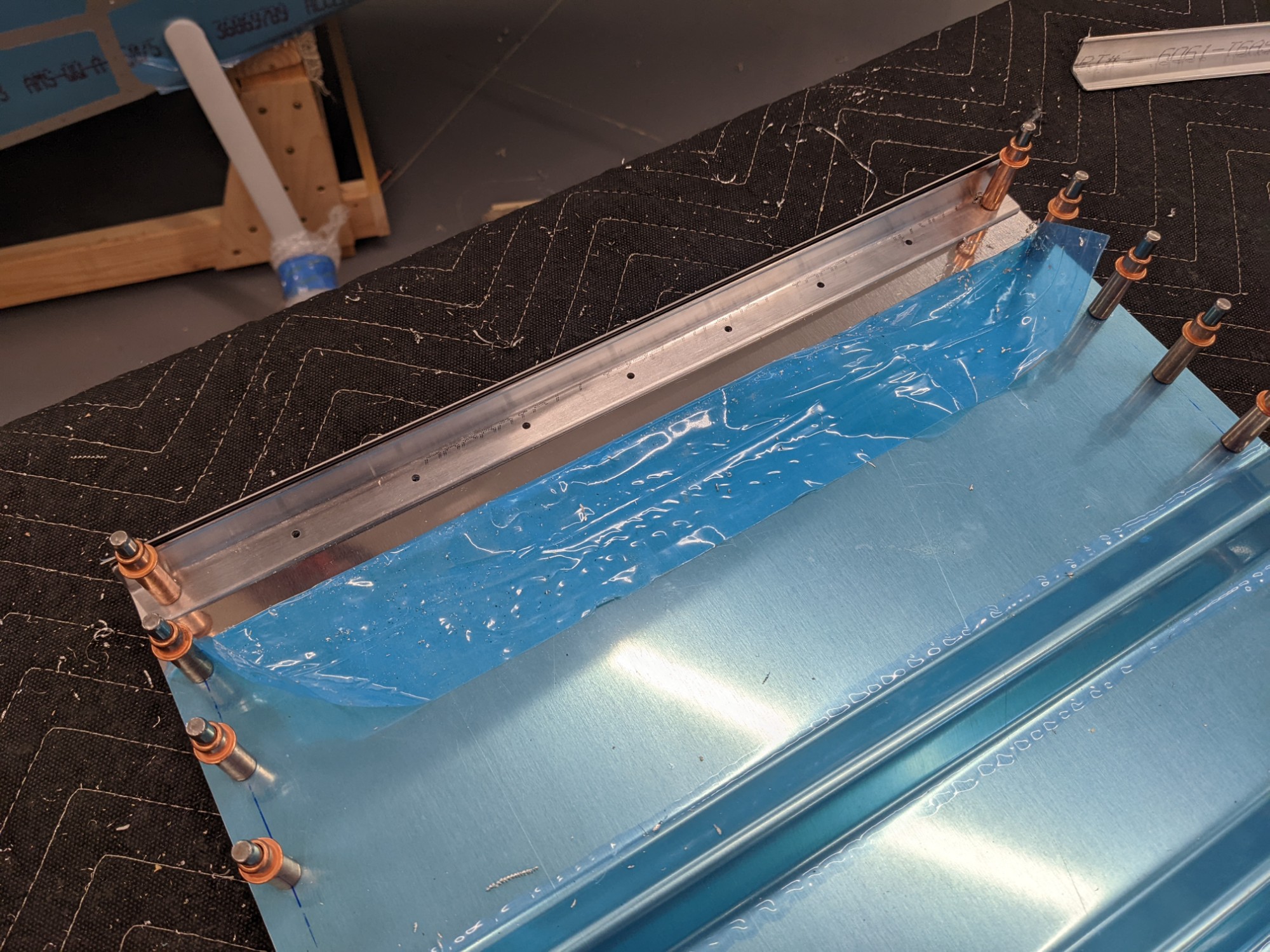
I then cut the cross braces to length. The apex of these must be rounded to be fit within the radius of the flange at the top of the seat back. I then clamped them to the seat backs and match-drilled the holes on the drill press.
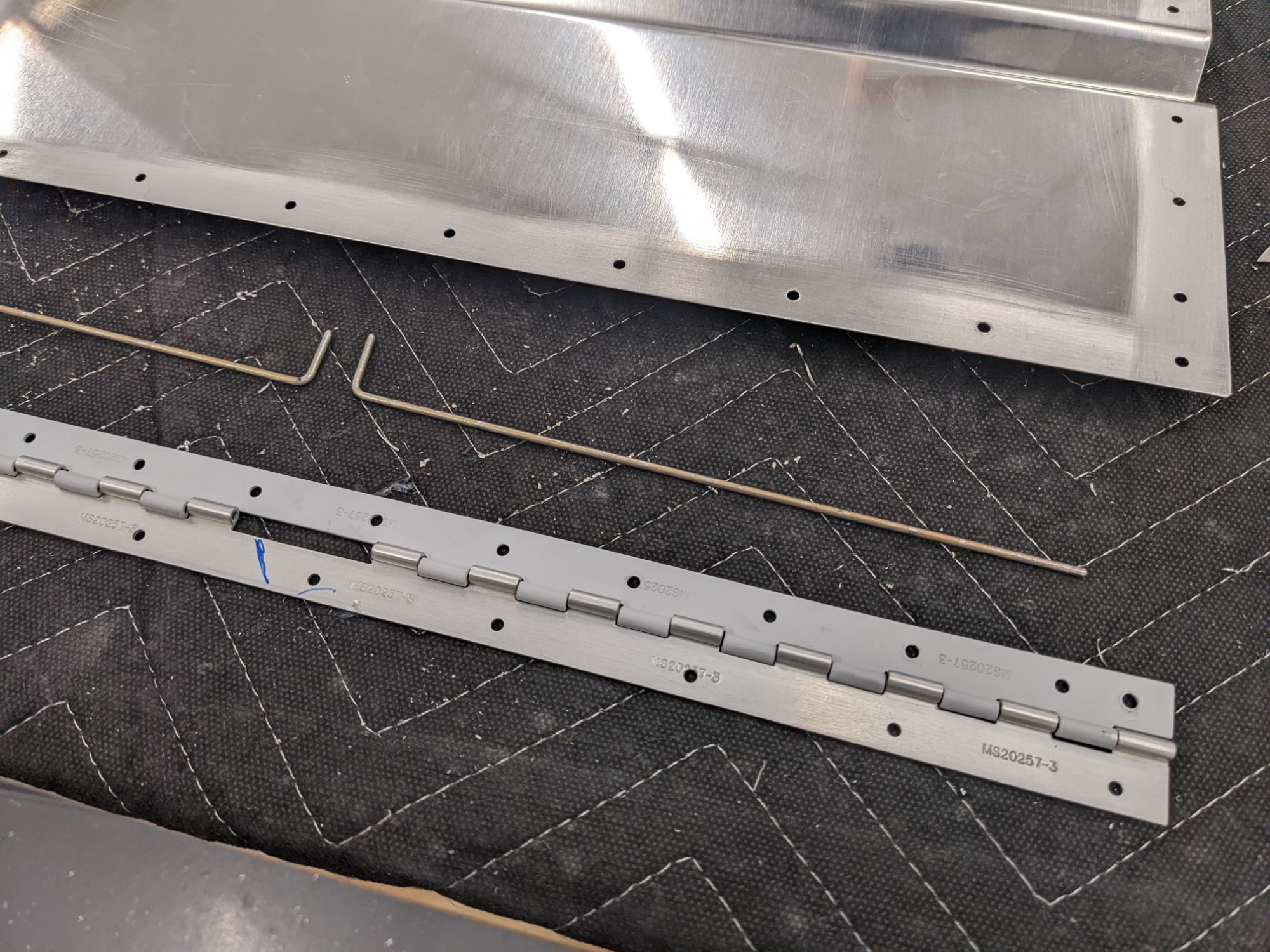
A tab is removed from each hinge half to allow the seat backs to be removed by splitting the pin in the middle.

I then match drilled the lower brace and hinge halves.
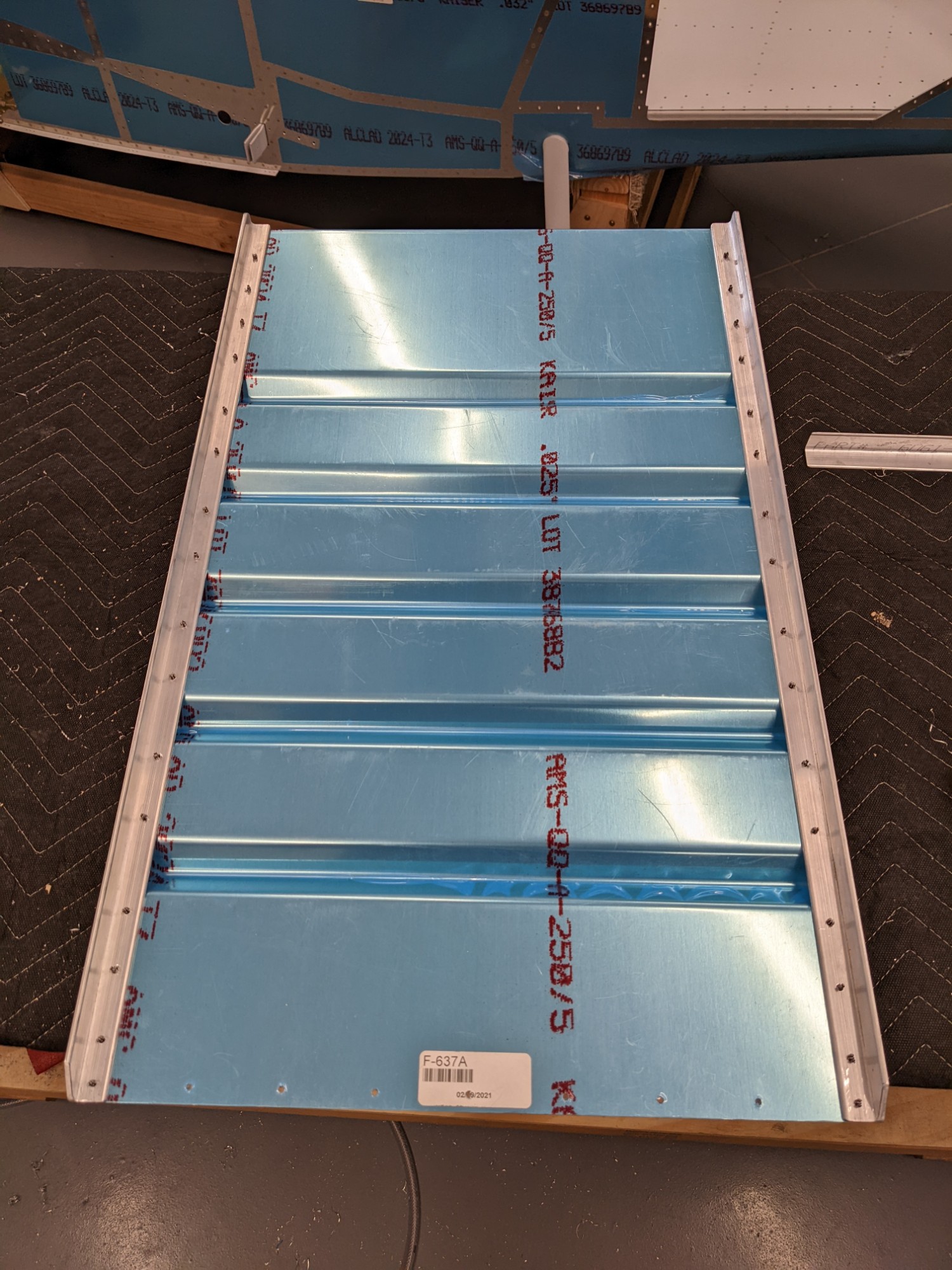
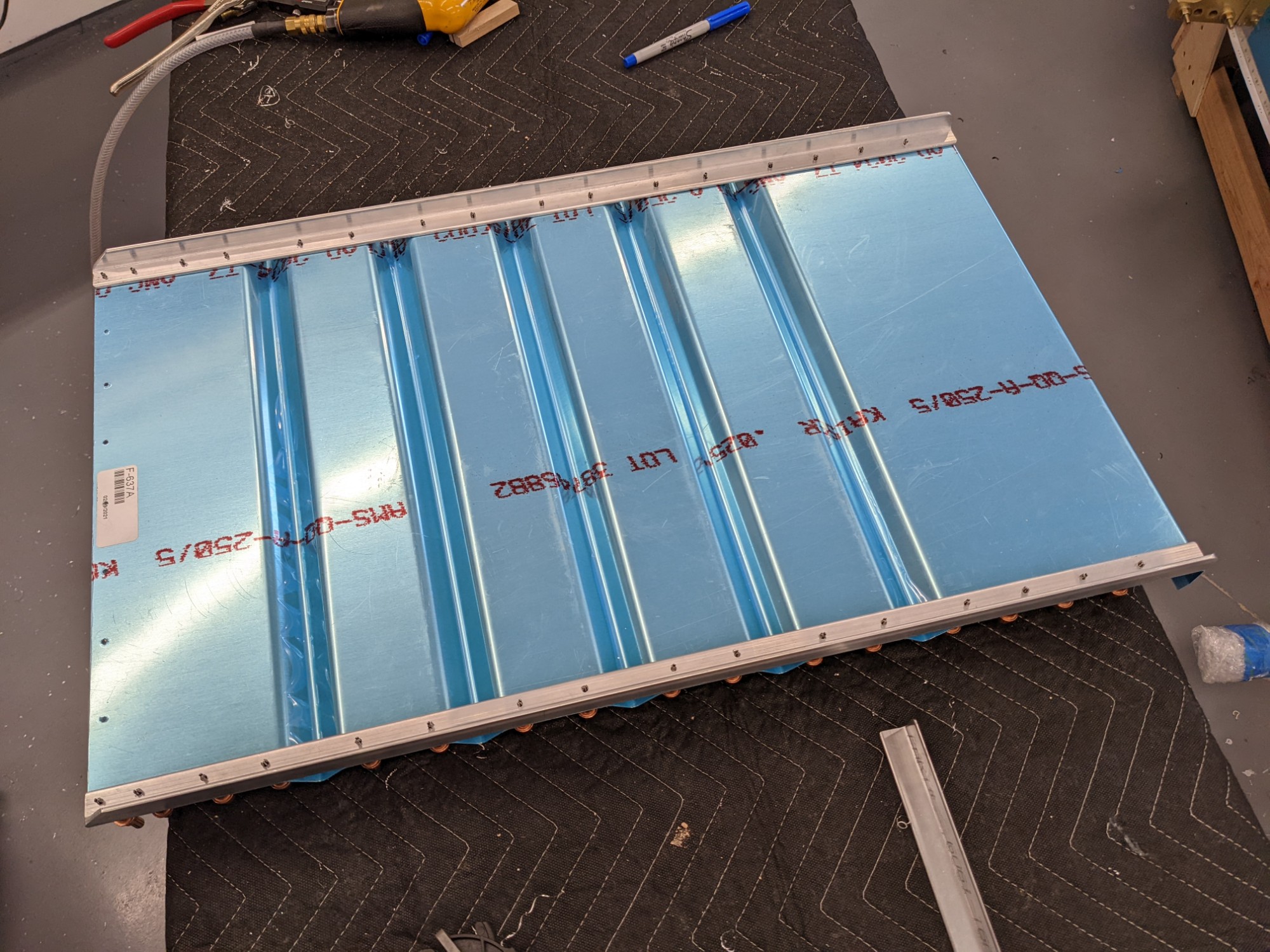
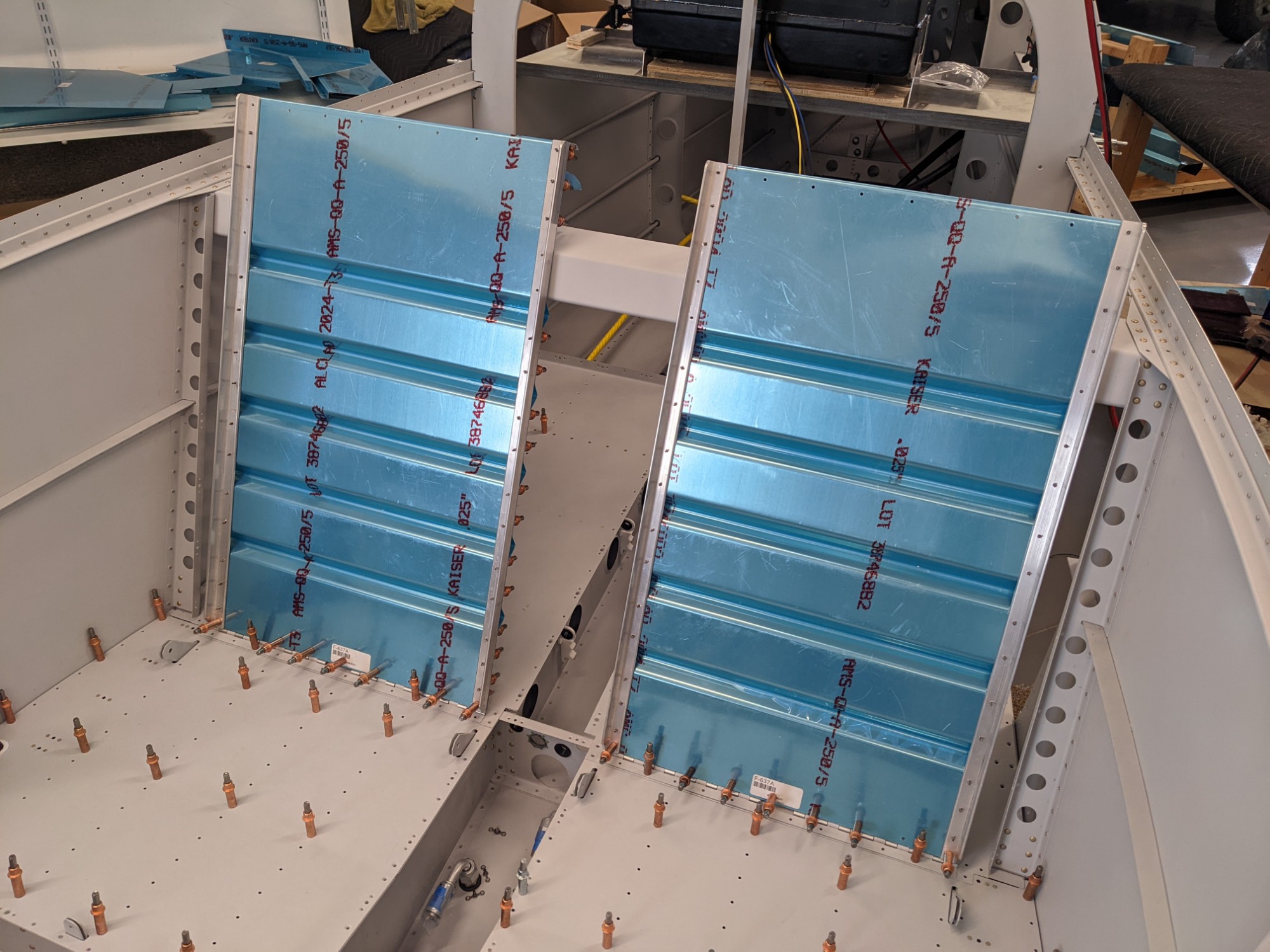
Looks like seat backs. Everything fit well.
I then deburred the parts and dimpled and countersunk for the rivet heads that sit against the cross brace.
The final step was cutting and bending the hinge pins.
The seat back parts are now ready for priming.