

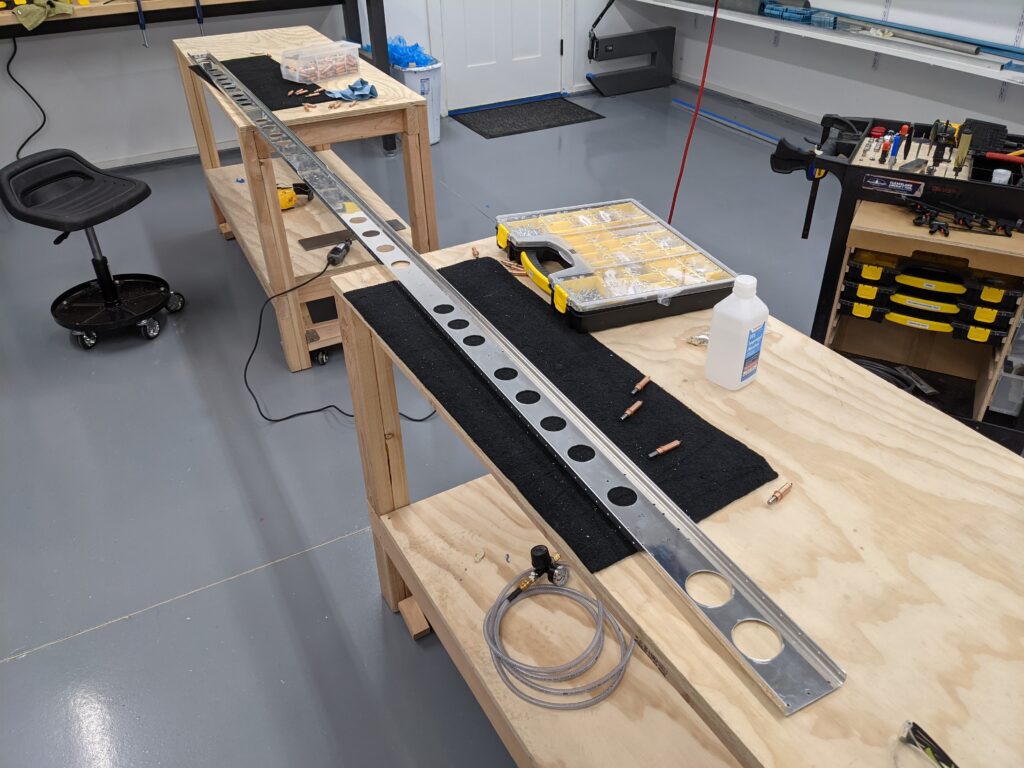
I got started on the horizontal stabilizer this evening. This is a large part and the rear spar is over 11 feet long. Hannah came out to remove the bluing and to help support the spar for all of the drilling on the drill press.

I picked up this handheld vixen file from Yardstore. It made quick work of cleaning up the thicker edges. I deburred the lightening holes with a scotchbrite “wedge” attached to a Dremel.

I made lots of scribbles on the parts to make sure I did the right things in the right places. I completed all of the match drilling and final sizing of the spar web and the doubler on the drill press to keep everything perpendicular. I used a reamer for the holes that needed upsized.
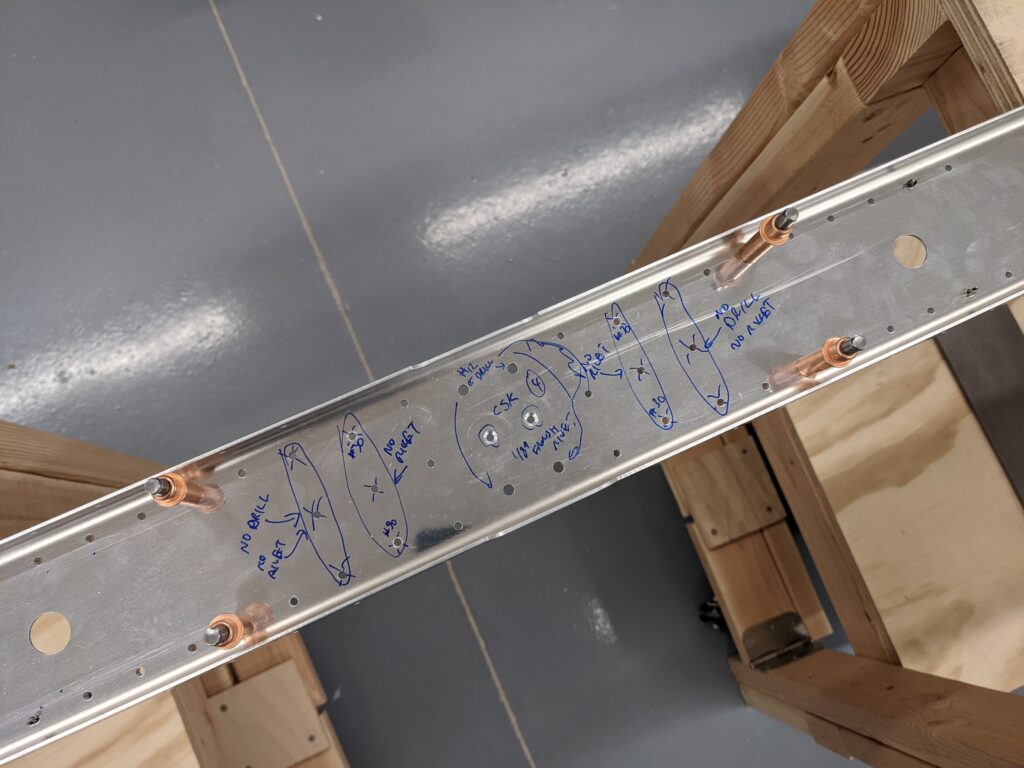
After I completed the spar/doubler prep I clecoed the elevator brackets to the spar web and final sized the holes with a reamer. I also final sized the #12 holes.
Once all of the hole drilling/final sizing was complete I deburred the holes. The spar is now ready for priming so I moved on to the inboard hinge bracket assembly. I’ll prime as much as I can in one batch and then circle back to the riveting.
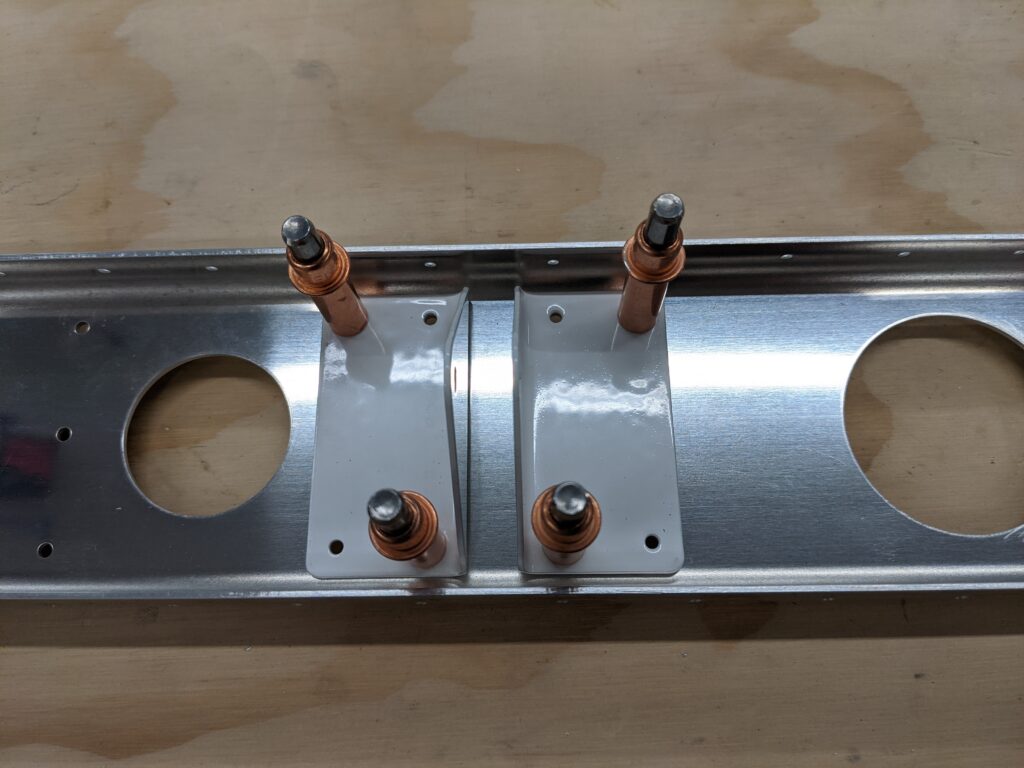
Final sizing the holes for the inboard hinge bracket was a quick task. I covered the bearings with painters tape to keep metal shavings out.
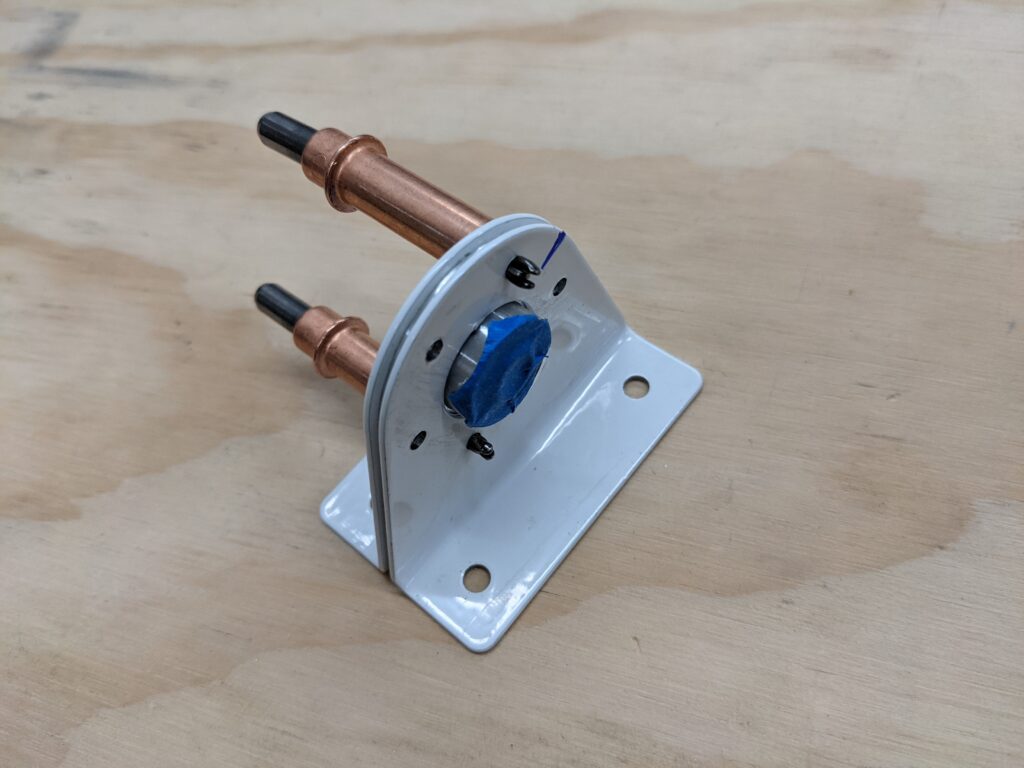
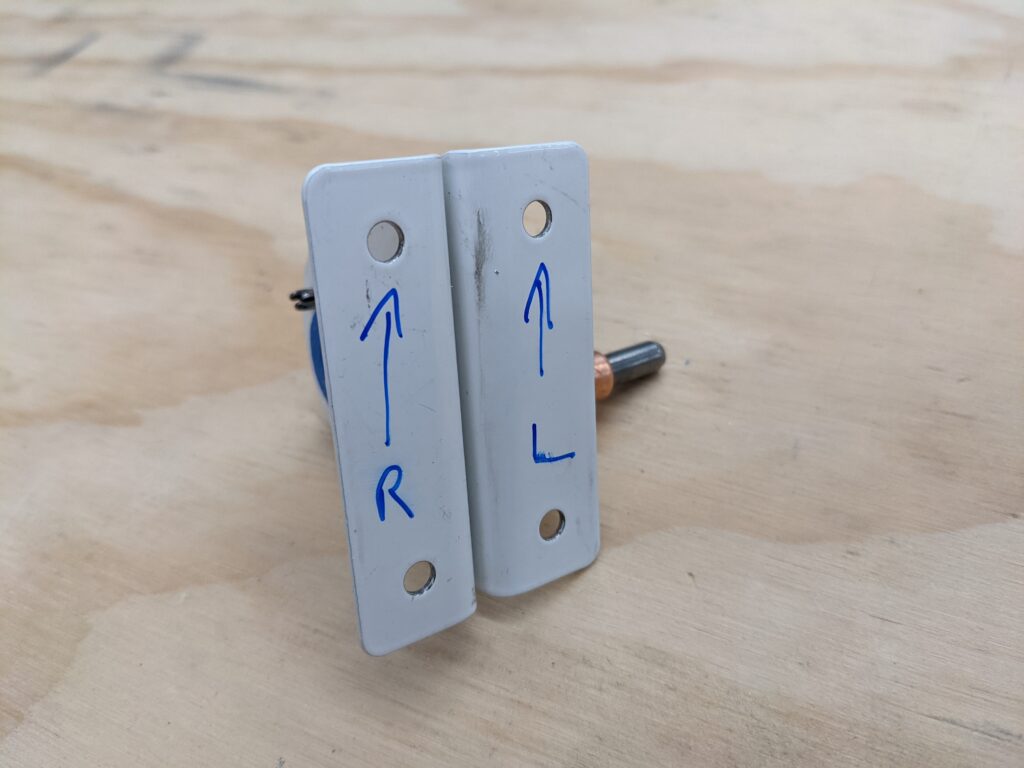
All of the parts were marked for the correct orientation and are ready for priming.
Page 8-3 through step 1 have been completed (minus the riveting). I’ll need a torque wrench for step 2 but I can complete that step later.